Recenzja drukarki 3D Voxelab Aquila D1 - prowadnice liniowe MGN nie są cudownym lekarstwem

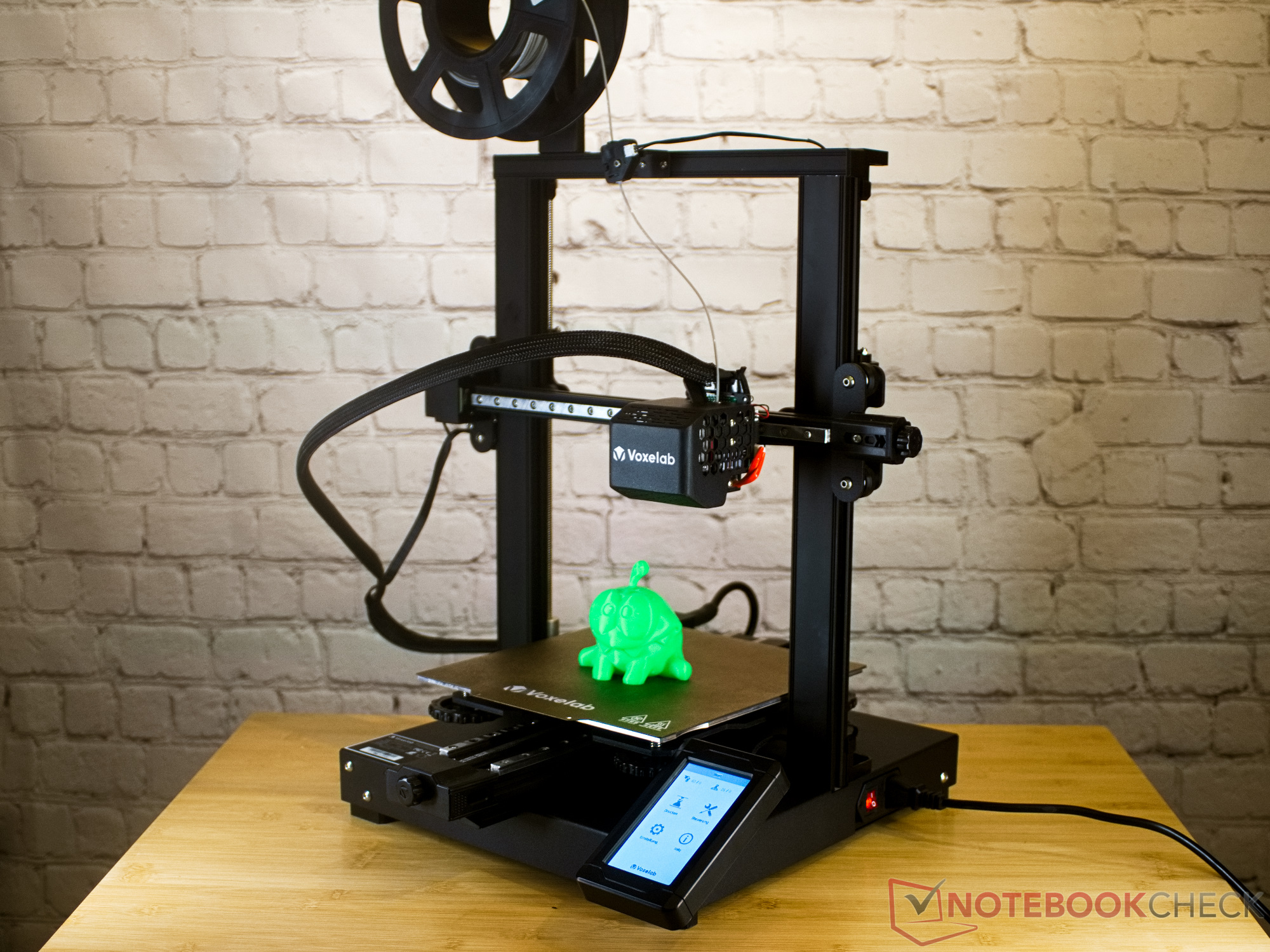
Wraz z Aquila D1 Voxelab wysyła następcę modelu Aquila S2 na rynek. Podczas gdy sama firma Voxelab nie jest jednym z najbardziej znanych producentów drukarek 3D, jej firma macierzysta jest naprawdę dużym graczem i weteranem produkcji addytywnej. Voxelab jest bowiem częścią firmy Flashforge, która została założona w 2011 roku. Spółka zależna obsługuje rynek niedrogich drukarek 3D, ale zazwyczaj nie ignoruje doświadczenia i jakości Flashforge. Przykładowo, tutejsze drukarki FDM mają konstrukcję typową dla Creality, ale są dostosowane do tego stopnia, że urządzenia mogą przetwarzać również materiały techniczne, takie jak nylon czy poliamid. Chociaż Aquila D1 znajduje się w segmencie podstawowym pod względem ceny i wyglądu, użytkownicy powinni mieć spore doświadczenie. Aquila D1 wymaga pewnego know-how, aby być używana rozsądnie i wybacza błędy znacznie mniej niż inne drukarki 3D.
Dane techniczne
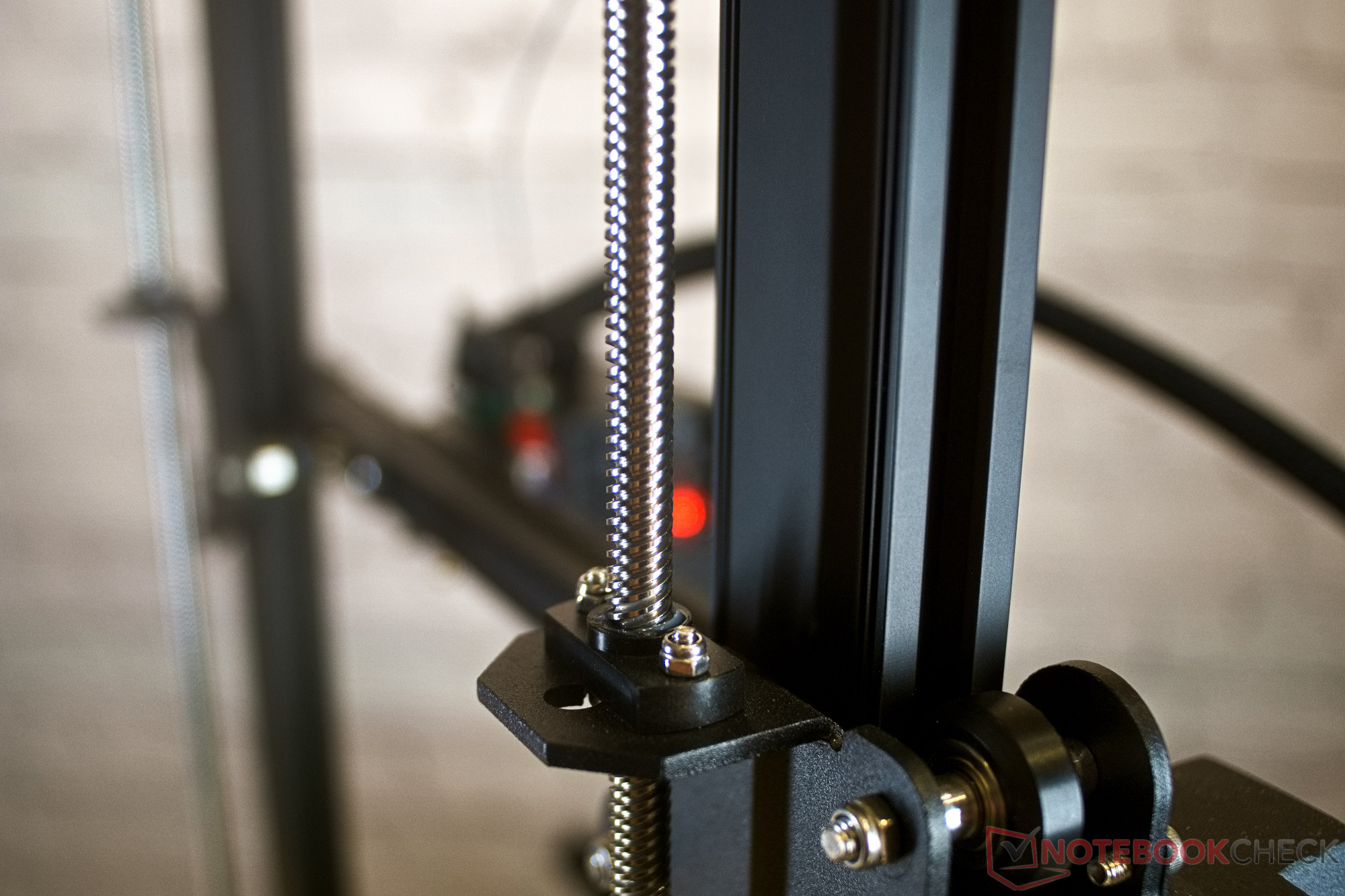
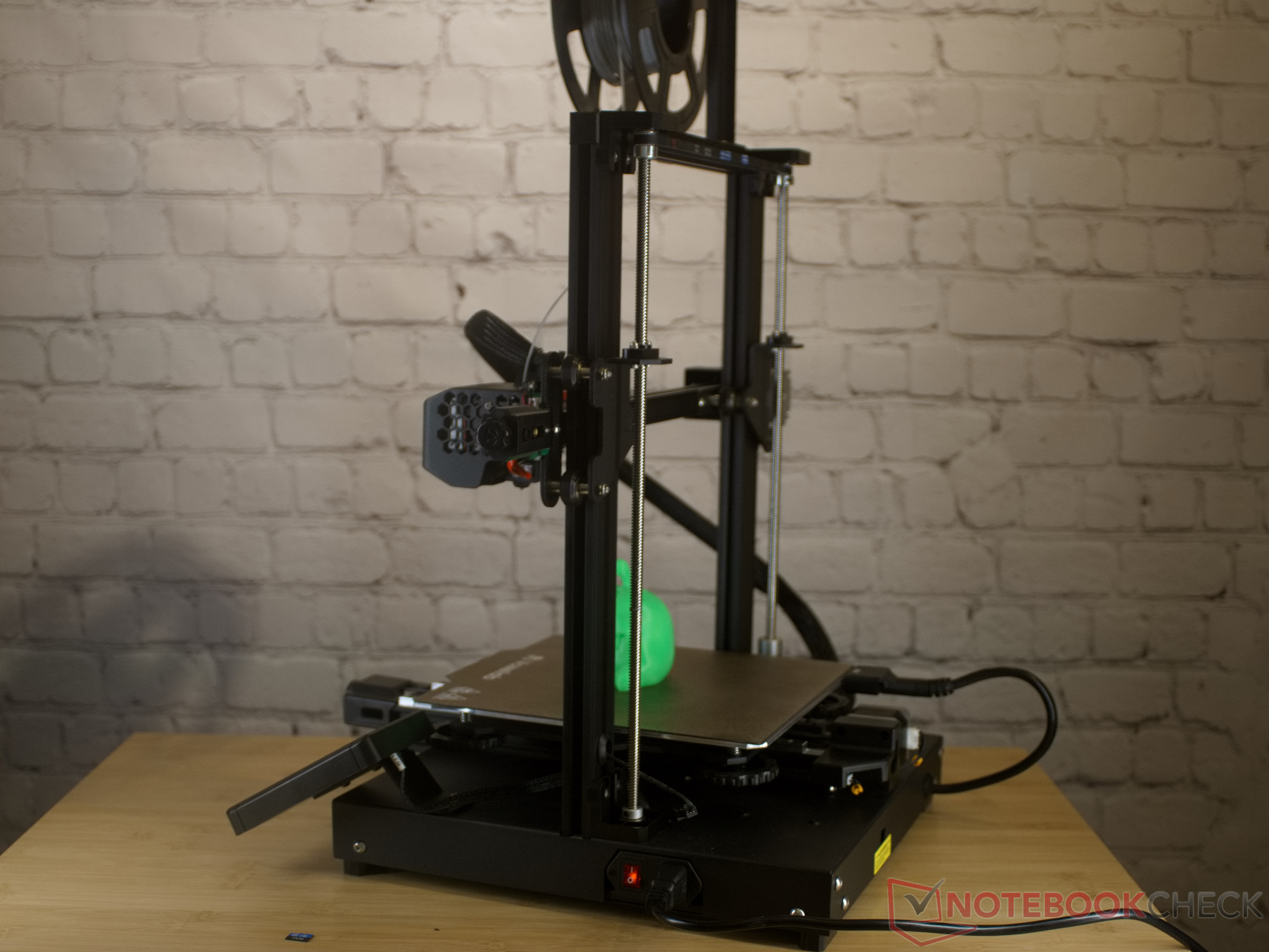
Po bliższym przyjrzeniu się, Aquila S2 i D1 nie mają ze sobą wiele wspólnego, ale ostatecznie dane dotyczące wydajności obu urządzeń są bardzo podobne. Całkowicie metalowy gorący koniec w D1 może być podgrzewany do 300 °C. Osie X i Y pracują teraz na szynach liniowych i łożyskach. Rolki Delrin znajdują się teraz tylko na osi Z, która jest napędzana z obu stron. W szczegółach, głowica drukująca D1 jest teraz bardzo podobna do obecnej konstrukcji kombinacji hotendu i ekstrudera Creality. Pod względem objętości druku, nowe urządzenie od Voxelab odpowiada obecnemu standardowi dla średniej wielkości drukarek 3D.
| Voxelab Aquila D1 | |
|---|---|
| Zastosowana technologia | FDM, FFF |
| Maksymalna objętość wydruku | 235 × 235 × 250 mm |
| Rozmiar urządzenia bez kabla i rolki filamentu | 47 × 44 × 63 cm (wys. × gł. × szer.) |
| Miejsce na podłodze podczas pracy | Minimum 50 × 55 cm |
| System ruchu | Pojedynczy napęd X,Y,Z zgodny z Prusa/Mendel |
| Ekstruder | ekstruder z napędem bezpośrednim 40-watowy wkład grzewczy, maks. 300 °C |
| Stół drukujący | magnetyczny stół drukujący ze stali sprężynowej z powłoką PEI podgrzewany zasilaczem 24 V maks. 110 °C |
| Automatyczne poziomowanie stołu | z indukcyjnym czujnikiem zbliżeniowym |
| Płyta sterująca Mikrokontroler |
FFP0261_MainBoard_V1.0.2 Nation N32G455 VB/C |
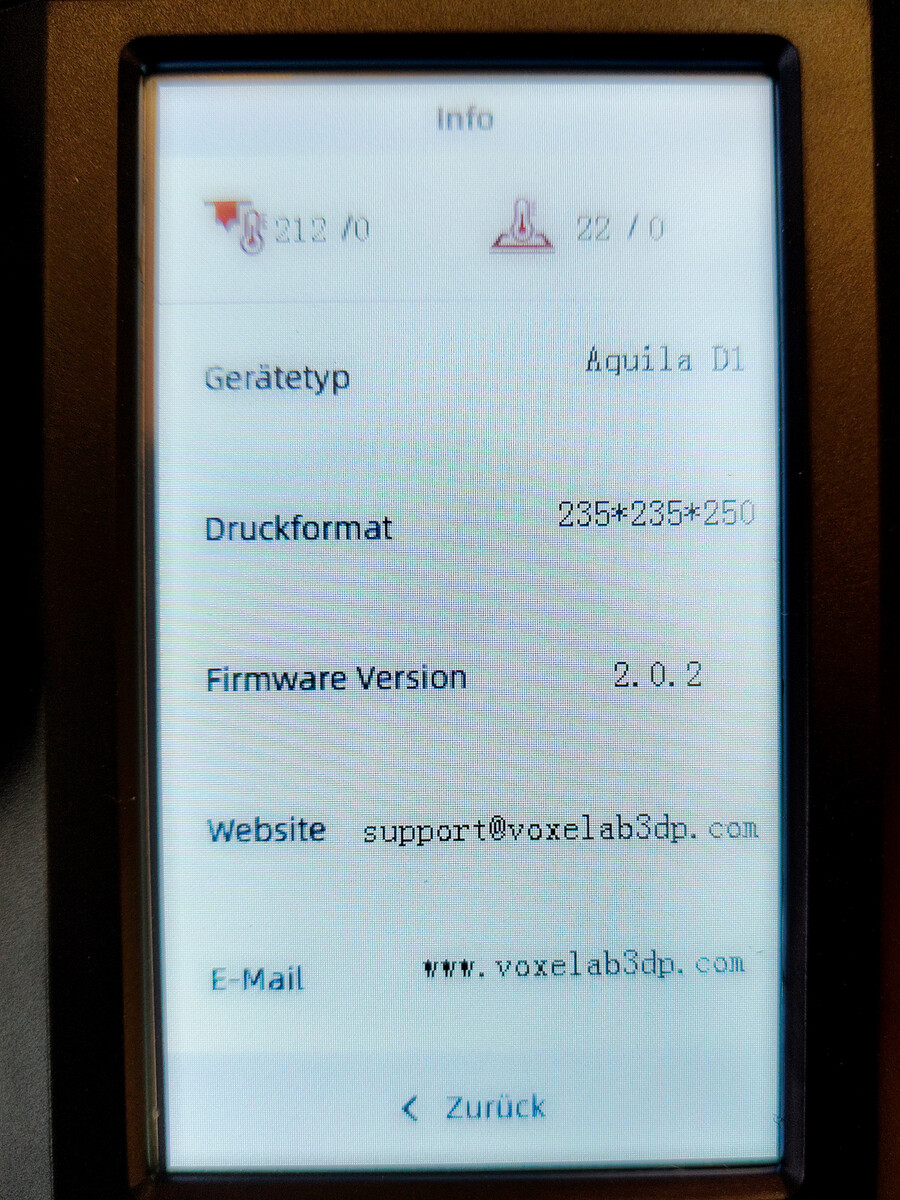
| Oprogramowanie sprzętowe urządzenia testowego | Aquila D1 Firmware 2.0.2 |
| Sterownik silnika krokowego | Ruimeng Technology MS35775 Lutowany sterownik silnika krokowego z 256-krokową interpolacją |
| Złącza | microSD, microUSB |
| Sterowanie | Ekran dotykowy, interfejs szeregowy przez USB |
| Zasilanie | Wewnętrzny zasilacz 110-240 V do 24 V |
| Strona producenta | Voxelab |
Budowa i zarządzanie kablami
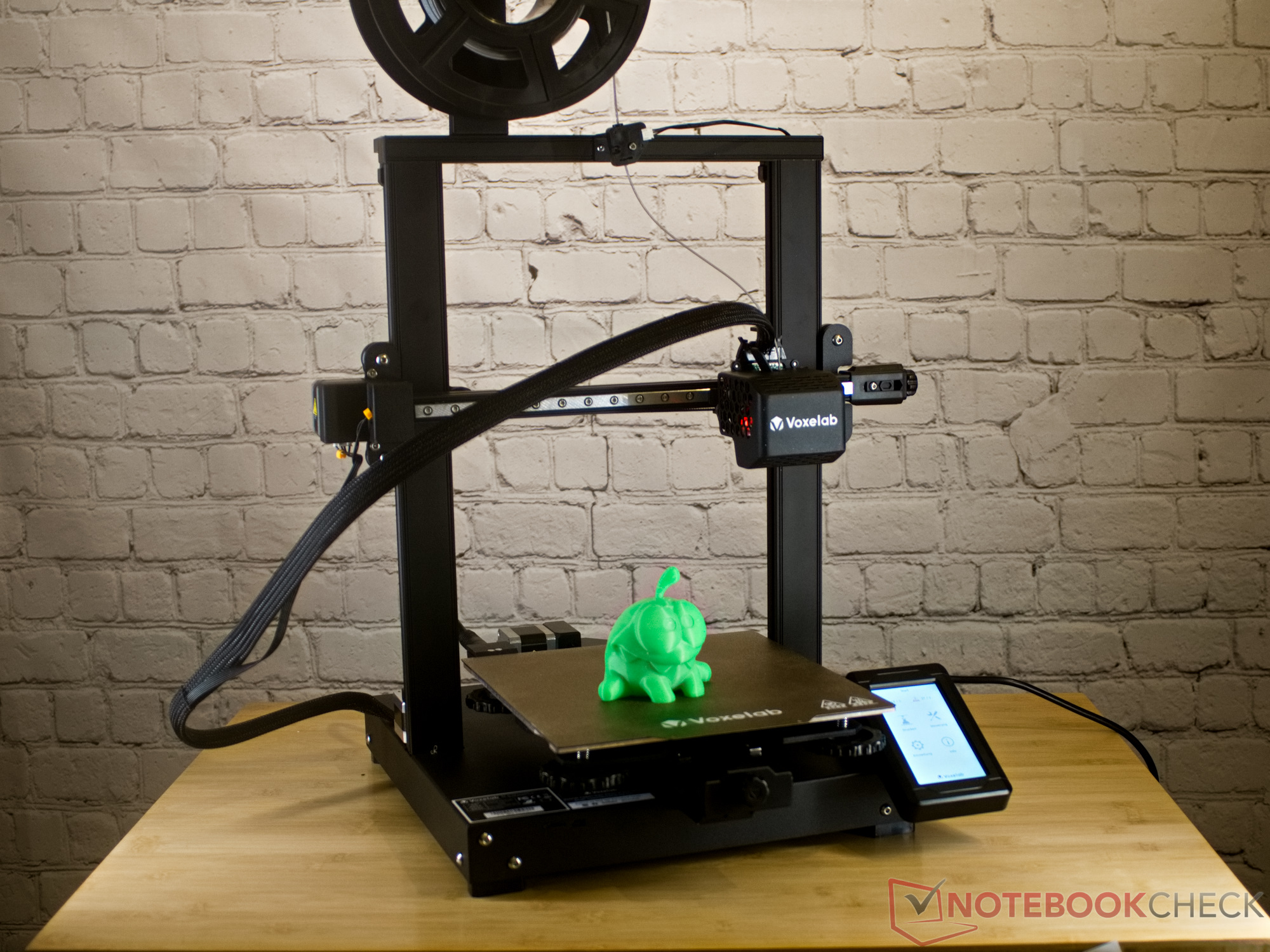
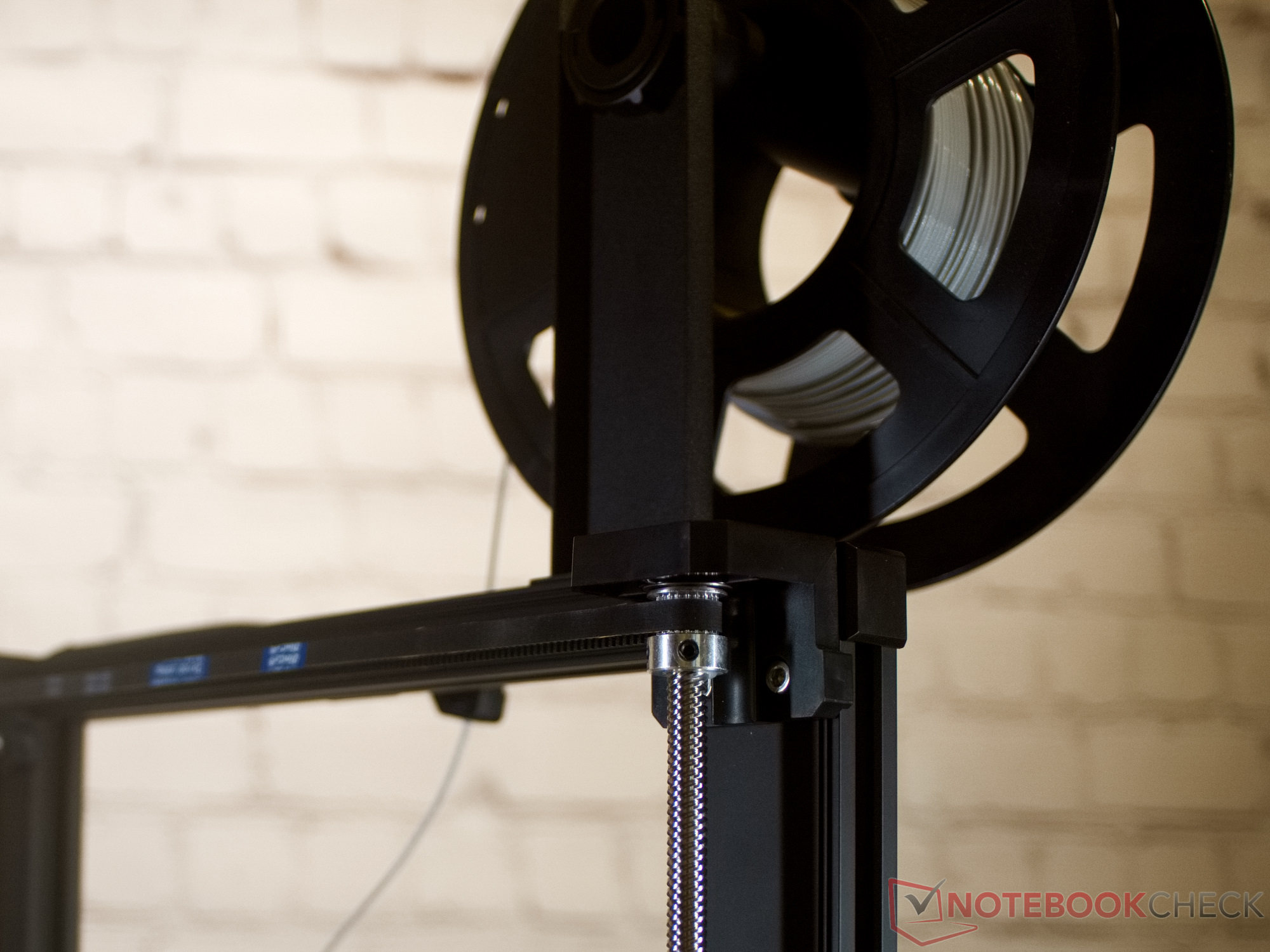
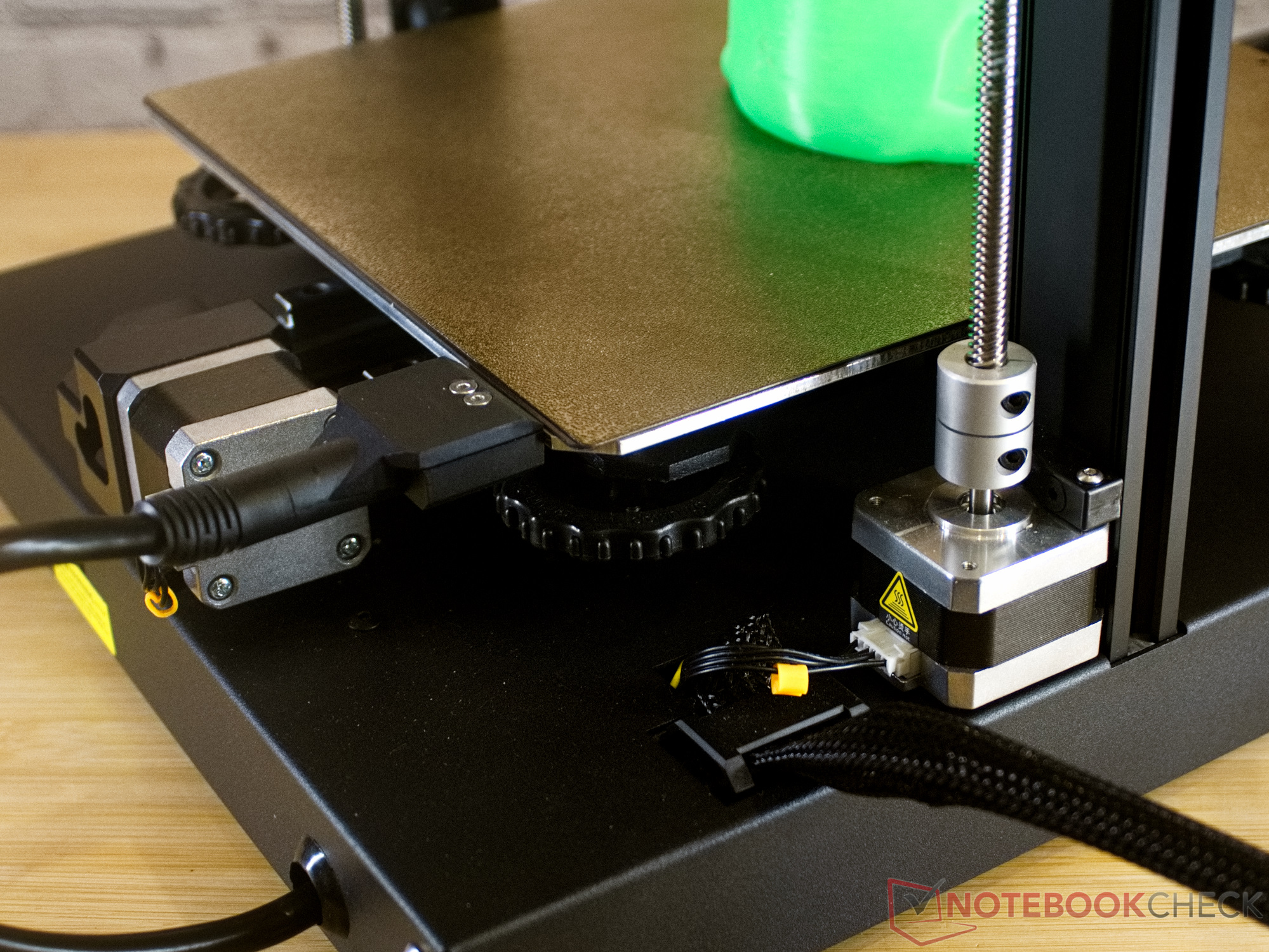
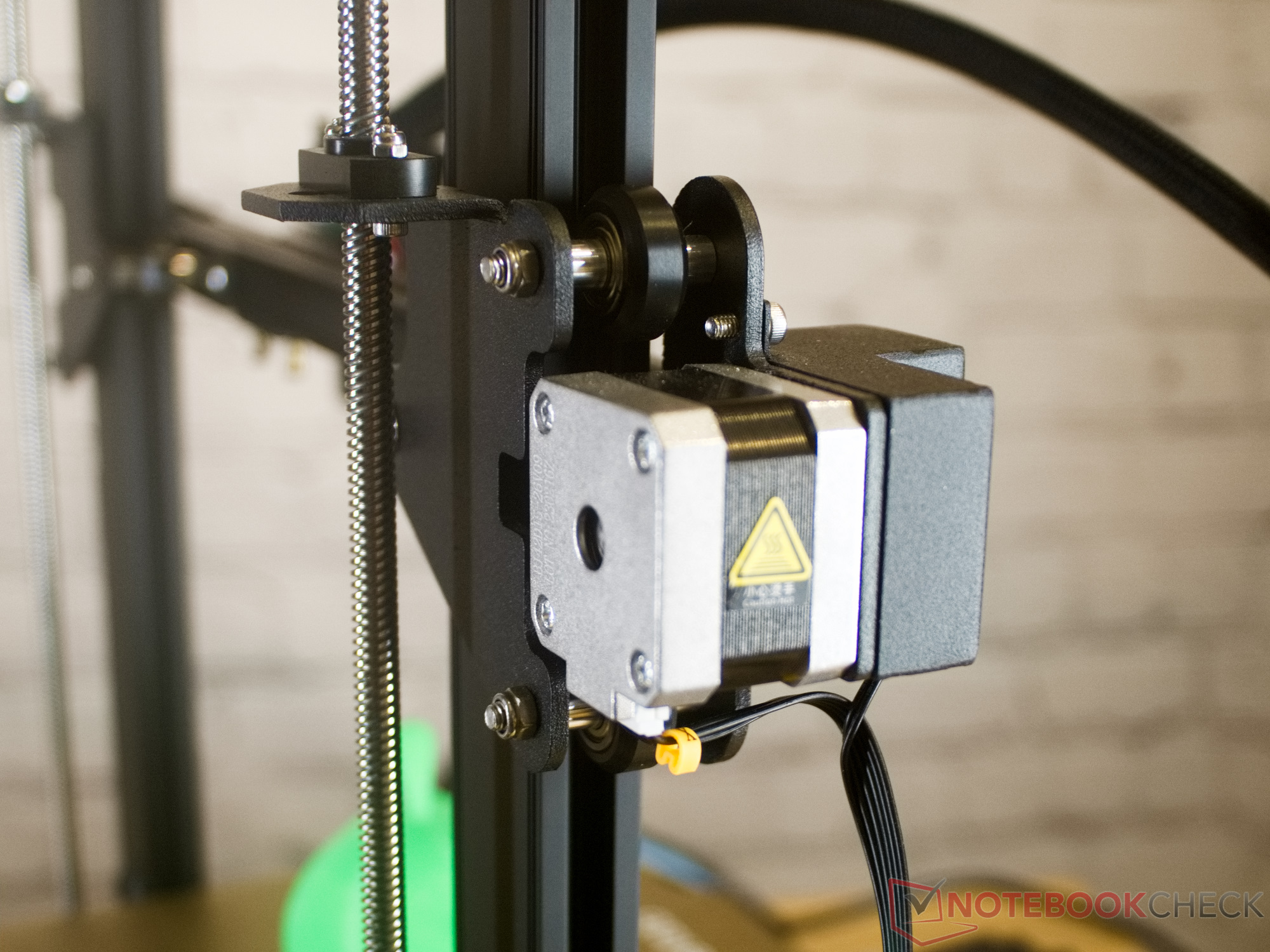
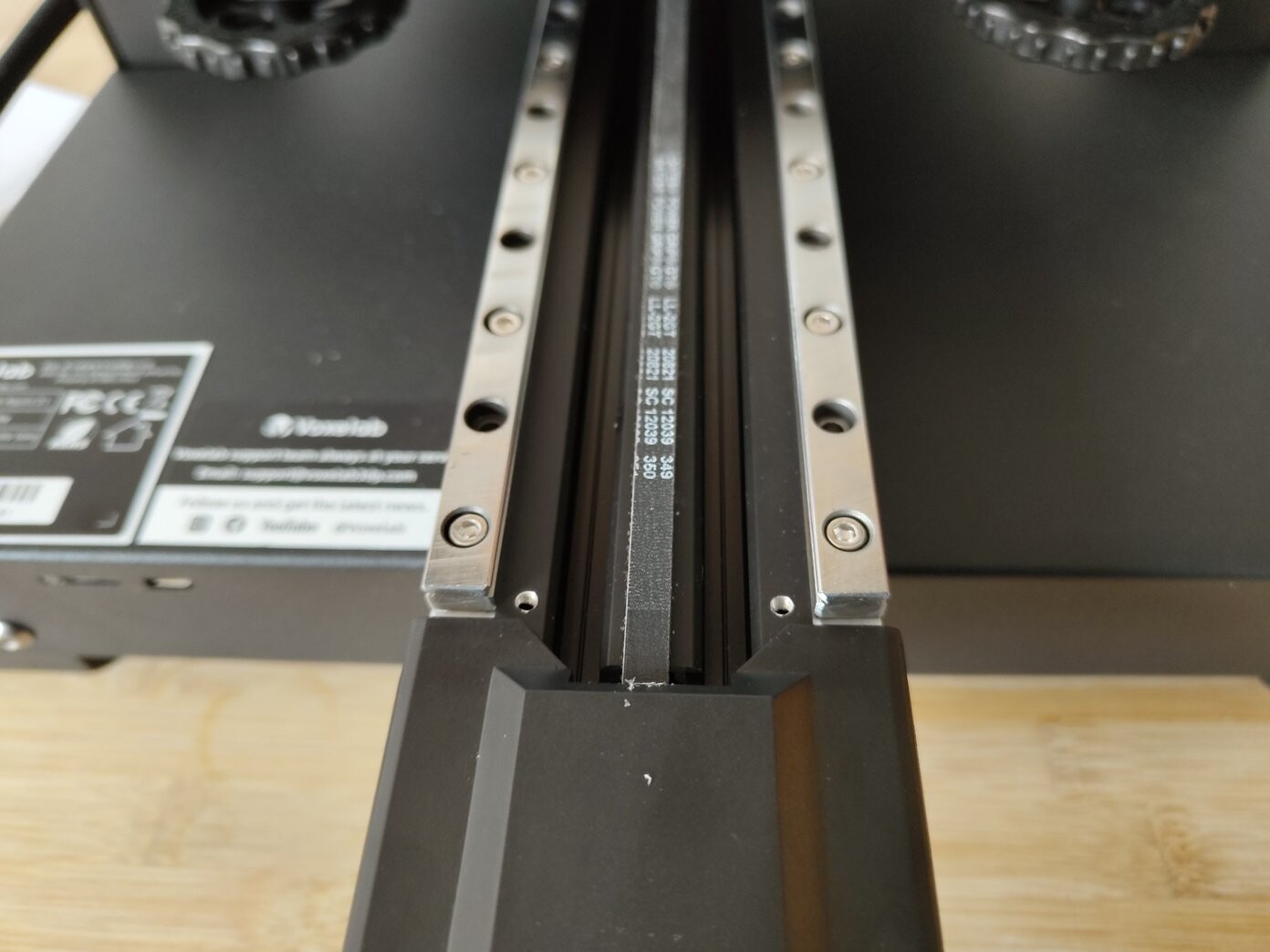
Voxelab opiera się na typowych aluminiowych profilach V-slot w konstrukcji Aquila D1. Są one jednak używane tylko w osi Z, służąc jako prowadnica dla rolek Delrin. Osie X i Y są wyposażone w łożyska liniowe MGN i odpowiednie szyny. Mają one zapewnić niemal beztarciową pracę komponentów przy jednoczesnej wysokiej precyzji. W celu uzyskania estetycznego wyglądu, cała podstawa została pokryta malowaną proszkowo blachą stalową. Ponadto, jednostki napędowe osi X i Y są również wyposażone w osłonę ochronną, która chroni zarówno drukarkę przed zabrudzeniem, jak i użytkownika przed obrażeniami. Zainstalowane łożyska liniowe typu MGN9H są niezwykle dokładne, ale także nie wybaczają niedokładności produkcyjnych. Przykładowo, dwie szyny prowadzące osi Y musiałyby biec dokładnie równolegle z tolerancją około 0,15, a ich odpowiedniki, łożyska liniowe, również musiałyby być zamontowane równie precyzyjnie. Dopóki nasze urządzenie testowe jest zimne, szyny pracują bardzo płynnie, co przemawia za precyzyjnym montażem. Jednak już w pierwszym teście ciśnieniowym napotkaliśmy problem z Aquilą D1.



Zarządzanie kablami
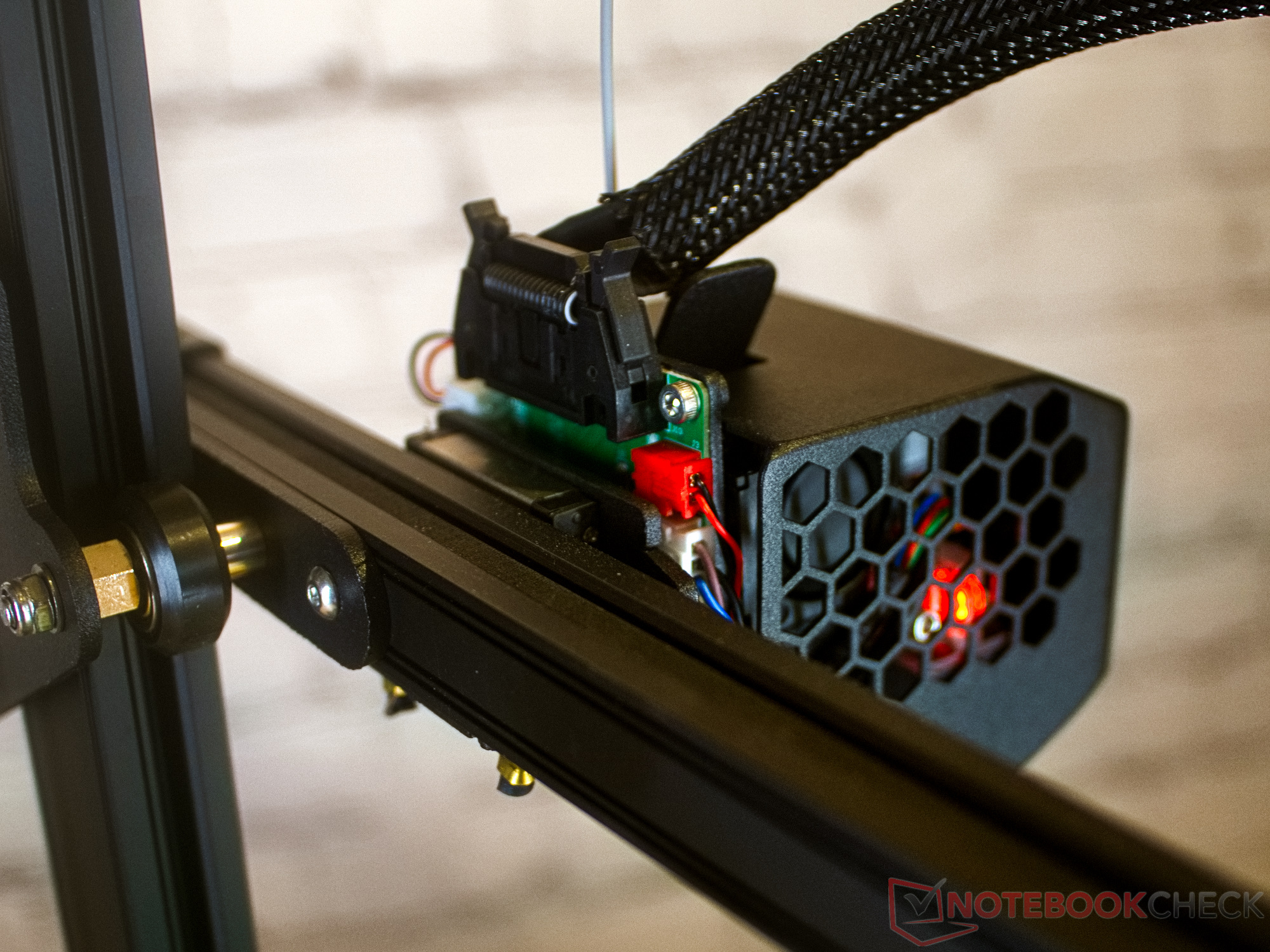
Z zewnątrz zarządzanie kablami odpowiada standardowi. Zwykłe wiązki kabli prowadzą do komponentów takich jak głowica drukująca, silniki napędowe i łoże drukujące. Podczas gdy znajdujemy odciążenie wiązki przewodów do łoża drukującego, martwi nas głównie wiązka przewodów do osi X i głowicy drukującej. Nie ma tutaj żadnego odciążenia dla wiązek kablowych. Wszystkie siły muszą być absorbowane przez złącza. W dłuższej perspektywie mogą pojawić się problemy.
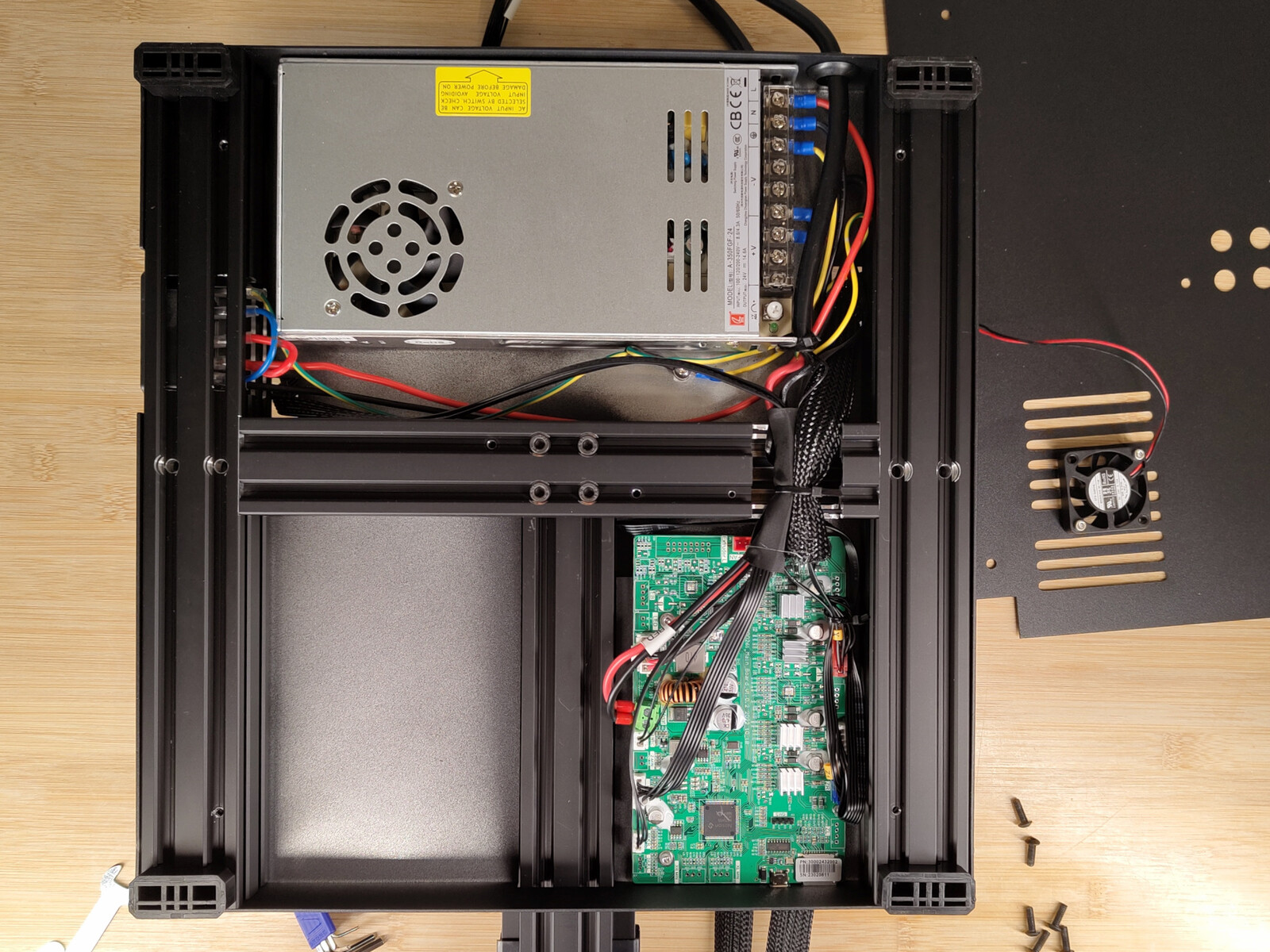
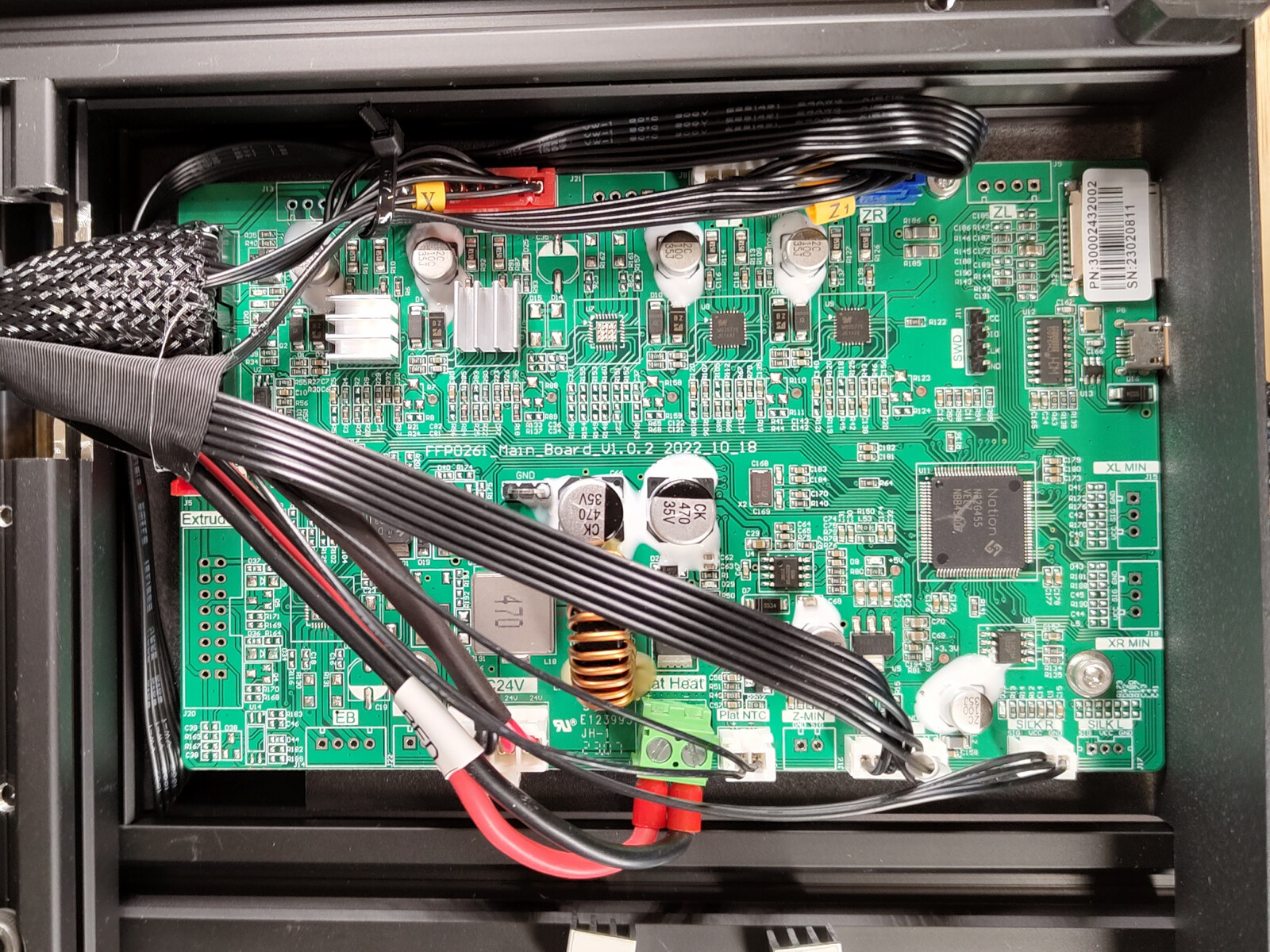
Z drugiej strony znajdujemy dobre zarządzanie kablami pod pokrywą podstawy. Wszystkie końcówki kabli są wyposażone w odpowiednie końcówki kablowe, a przewód ochronny jest podłączony do obudowy i ramy w kilku punktach. W ten sposób możemy również śledzić połączenie z przewodem ochronnym we wszystkich modułach za pomocą multimetru.

Płyta główna
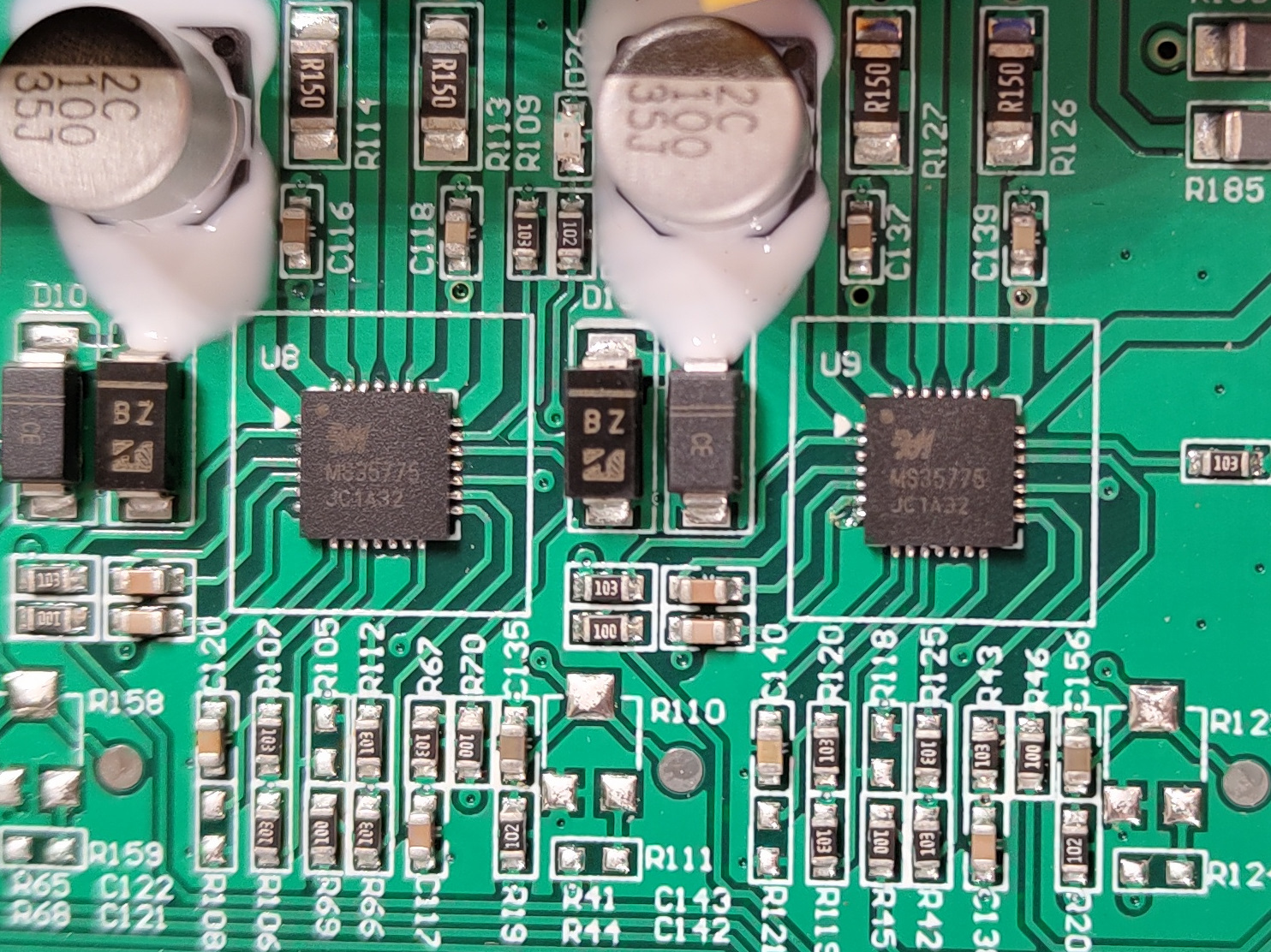
Pod dolną pokrywą znajdziemy również centrum sterowania Aquila D1. Płyta główna jest oznaczona jako FFP0261_MainBoard_V1.0.2 - prawdopodobnie jest to wewnętrzne opracowanie Aquili. W grę wchodzi ten sam minimalizm, który już widzieliśmy i krytykowaliśmy w urządzeniach takich jak Anycubic Cobra 2. Drukarka 3D prawie nie oferuje żadnych opcji rozszerzeń z tą płytą, a wiele połączeń jest zastrzeżonych. Nation N32G455 VB / C jest używany jako mikrokontroler, 32-bitowy rdzeń ARM Cortex M4 taktowany z maksymalną częstotliwością 144 MHz. Cztery sterowniki silników krokowych są przylutowane bezpośrednio do płytki. W tym przypadku są to sterowniki Ruimeng Technology MS35775. Podobnie jak sterowniki silników krokowych TMC, oferują one 256-krokową interpolację, ale nie zapewniają tak cichych ruchów jak układy niemieckiego producenta.
Montaż i konfiguracja
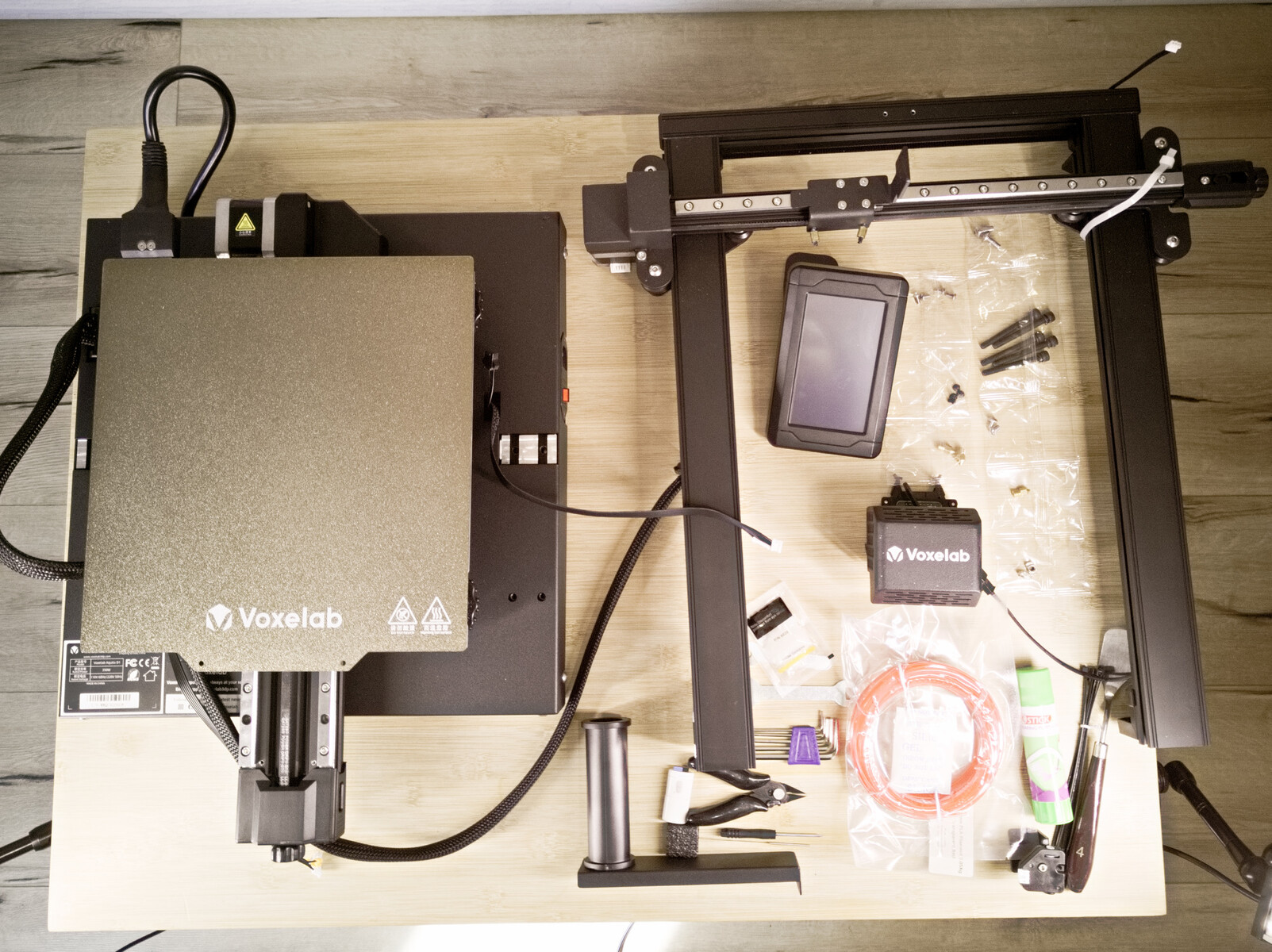
Podobnie jak większość drukarek 3D, Voxelab Aquila D1 jest dostarczana w częściach. Aquila zawiera narzędzia do natychmiastowego montażu i pakuje w pudełko kilka małych przedmiotów, które mogą być przydatne do późniejszej pracy. Podobnie jak w przypadku większości drukarek 3D tego typu, montaż nie jest szczególnie skomplikowany. Voxlab dołącza również przejrzystą instrukcję obsługi. Co najwyżej, montaż łuku jest nieco kłopotliwy, ponieważ śruby muszą być wkręcane od dołu, jak zwykle. Od razu zauważamy, że wszystkie części pasują do siebie równolegle i pod kątem prostym. Po wyregulowaniu naprężenia paska na dwóch śrubach ustalających i wyrównaniu stołu drukującego za pomocą czterech śrub ustalających do głowicy drukującej, możemy rozpocząć uruchamianie nowej maszyny.
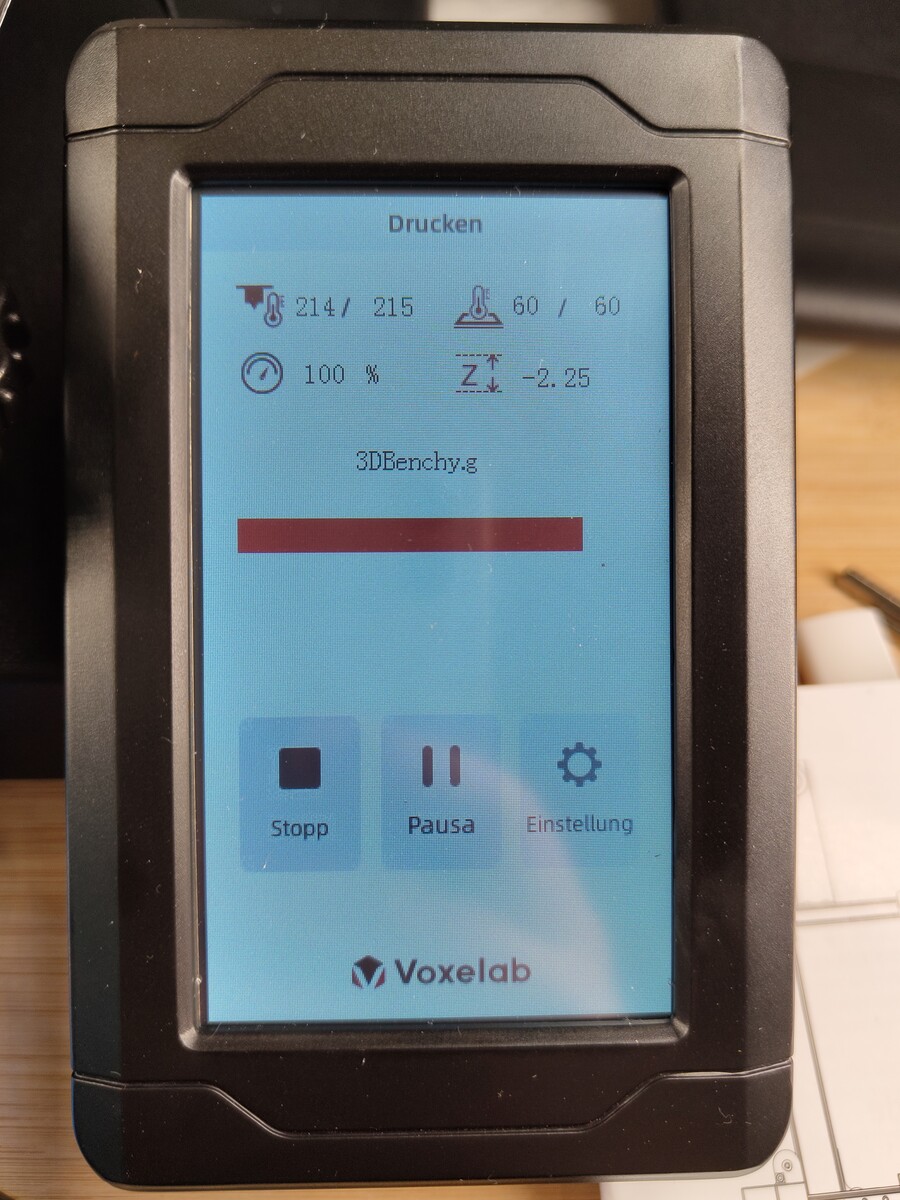
Oznacza to najpierw przeprowadzenie automatycznego poziomowania łoża siatki. Proces ten trwa około ośmiu minut i jest nieco dłuższy niż w przypadku innych urządzeń. Drukarka 3D nie posiada jednak również podgrzewanego stołu drukującego i potrzebuje czterech minut, aby osiągnąć temperaturę roboczą.
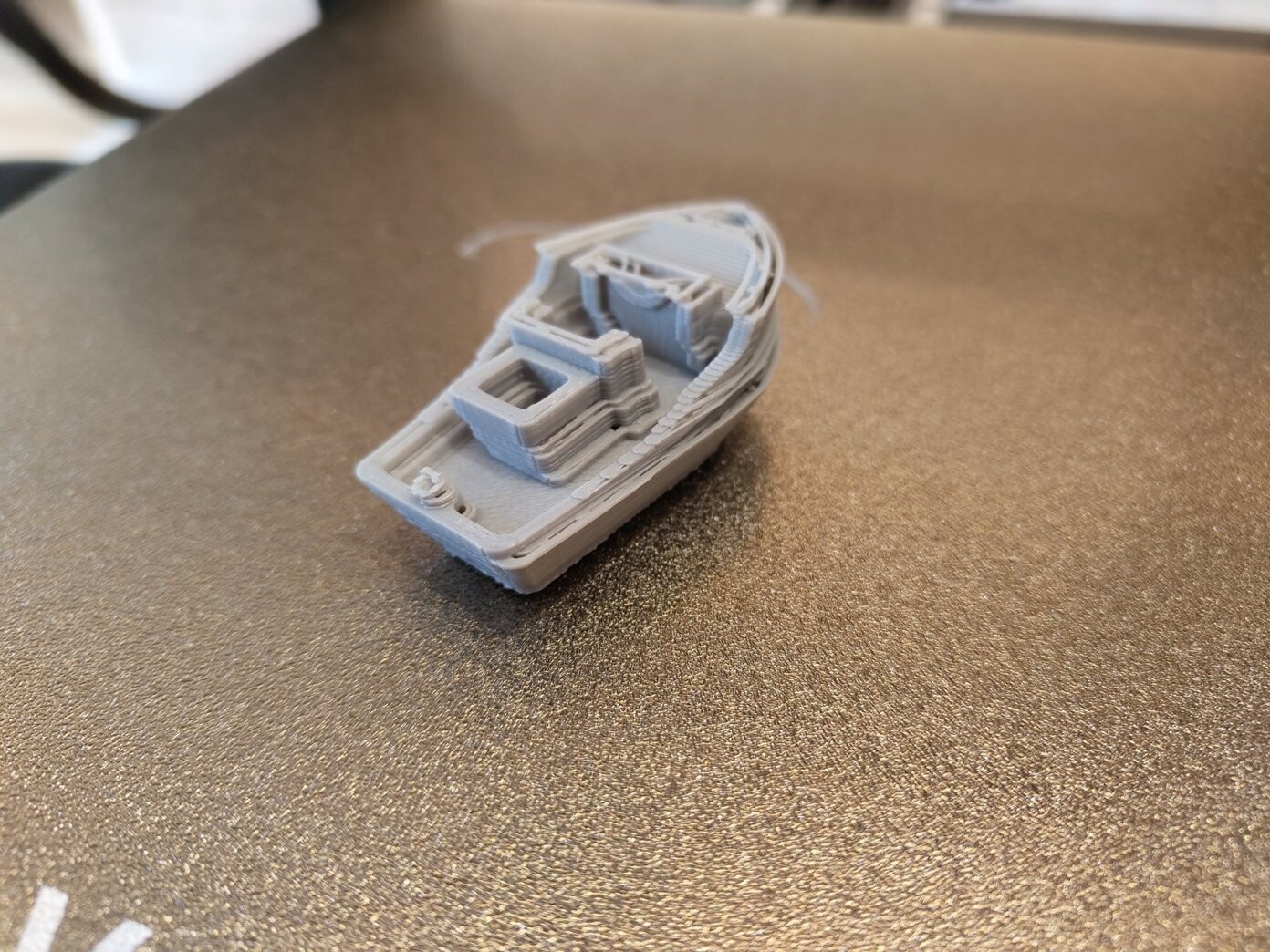
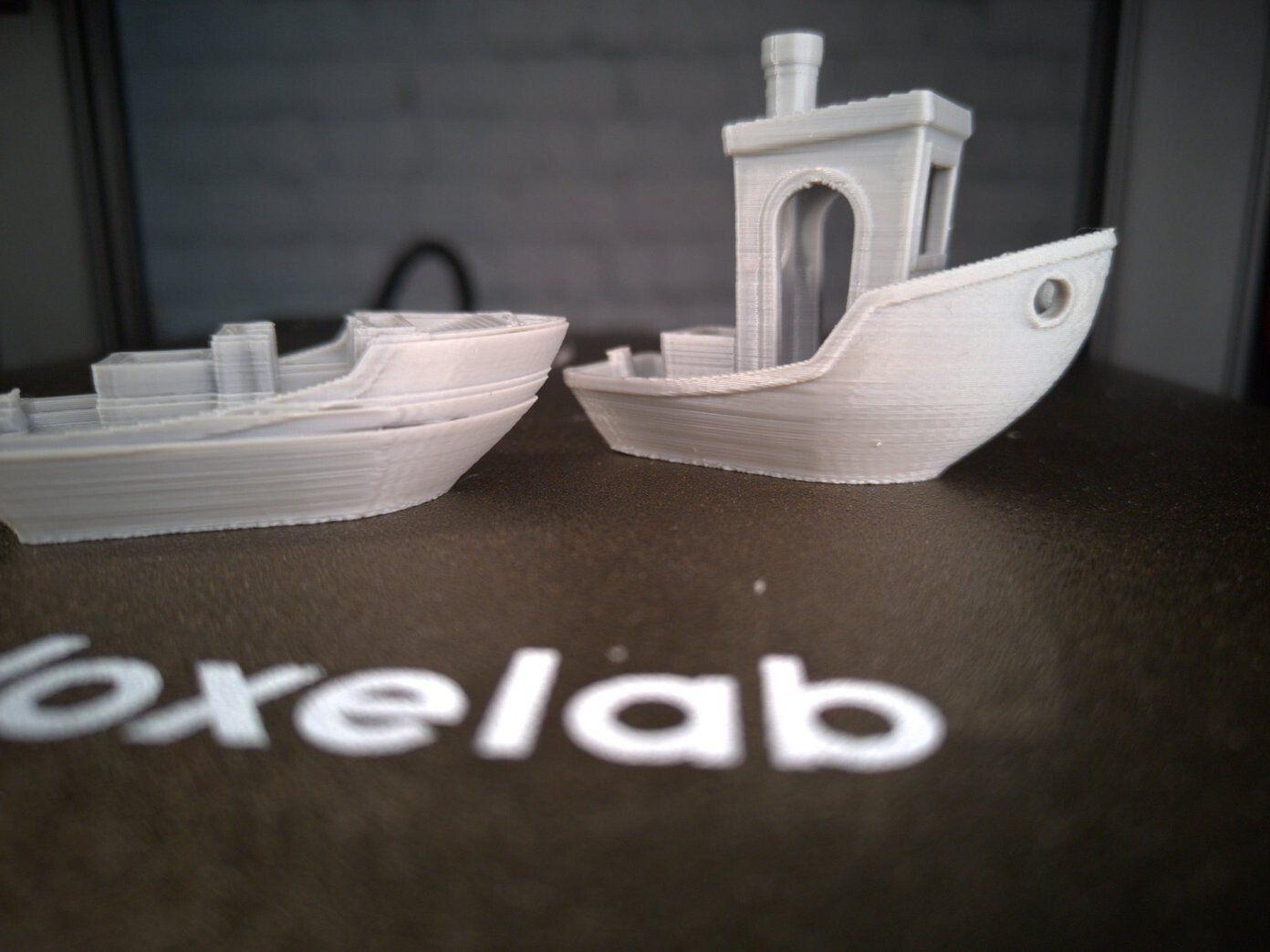
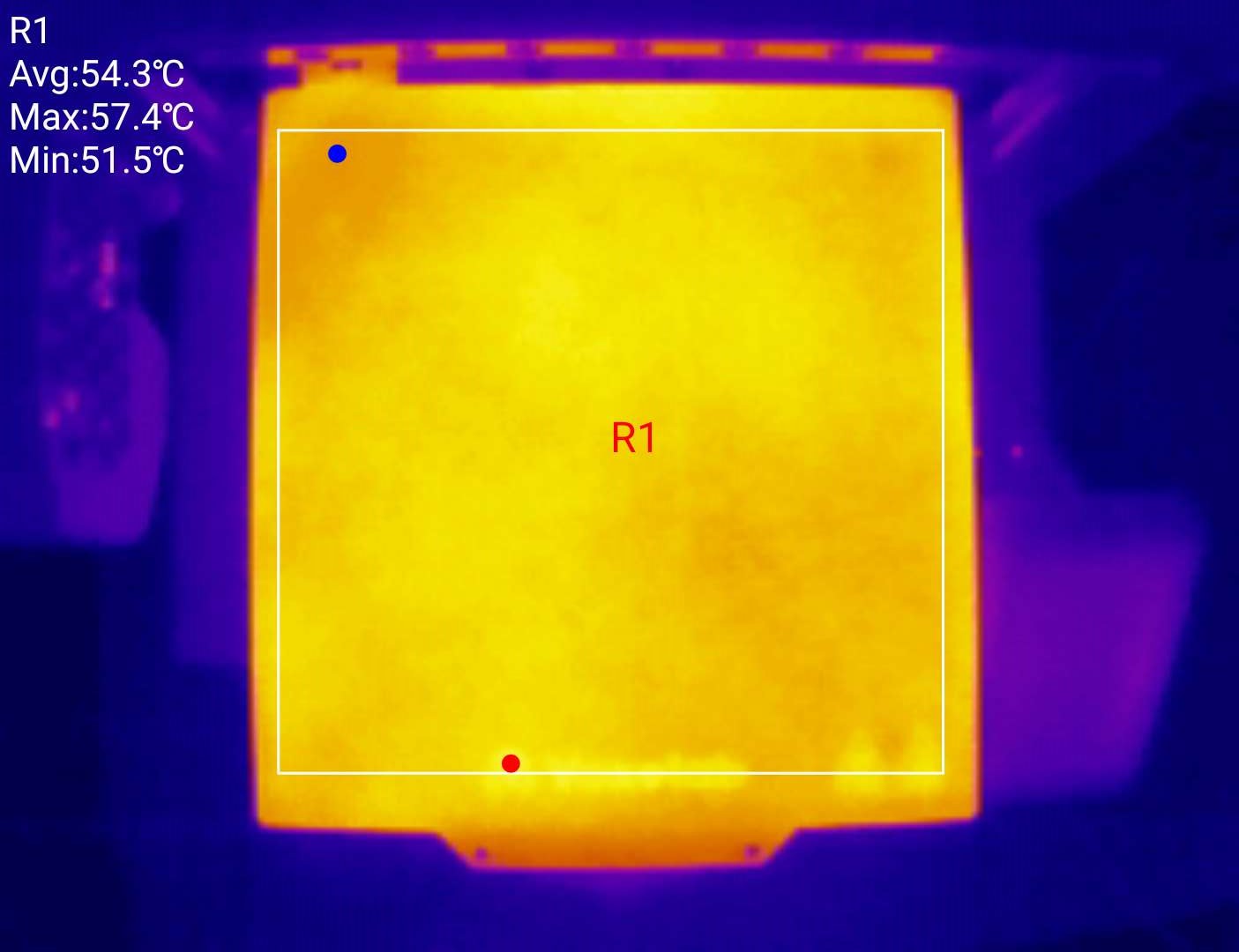
Do pierwszego testu wybraliśmy typowe 3D-Benchy. Kod gCode dla niego pochodził od Voxelab na dołączonej karcie microSD. Niestety, tutaj ujawnia się wada projektowa lub produkcyjna Aqulila D1: Podgrzewane łoże drukujące również promieniuje swoje ciepło w dół. Powoduje to rozszerzanie się elementu, do którego przymocowane są łożyska liniowe i łoże drukujące. Prowadnice liniowe pod spodem pozostają chłodne, a rozszerzalność cieplna powoduje naprężenia mechaniczne, ponieważ łożyska MGN nie są w stanie skompensować rozszerzalności. W rezultacie łoże drukujące nie może się już swobodnie poruszać, występują straty kroków, a model wydruku jest drukowany z przesunięciem. Słowem kluczowym jest tutaj przesunięcie warstwy.
Nasza pierwsza naprawa była zatem konieczna, zanim jeszcze ukończyliśmy pierwszy wydruk. Rozwiązanie problemu było stosunkowo proste. Jedna z dwóch równoległych szyn liniowych musiała mieć minimalny luz, aby skompensować rozszerzalność cieplną podczas pracy. W tym celu wystarczyło poluzować śruby na prawej szynie. Wymagana jest tutaj delikatność, ponieważ śruby muszą być poluzowane na tyle, aby szyna mogła lekko poruszać się w płaszczyźnie, ale nie tak daleko, aby mogła podnieść się z płasko wyfrezowanej podstawy. Dla technicznie obeznanych czytelników, musiał tu zostać popełniony błąd podczas procesu produkcji drukarki 3D. Śruby prawej szyny zostały dokręcone ze zbyt wysokim momentem obrotowym. Skutkuje to dwoma nieruchomymi łożyskami. Sposób, w jaki Voxelab wyfrezował aluminiową wytłoczkę, sprawia, że prawa szyna ma być łożyskiem swobodnym. Jednak wybór śrub i moment dokręcania uniemożliwiają to. Nasze rozwiązanie nie może być jednak trwałe, ponieważ położenie śrub musi być wielokrotnie sprawdzane. W dłuższej perspektywie powinniśmy przejść na podkładki PTFE. Aby zmniejszyć wahania temperatury pod łóżkiem ciśnieniowym, warto również zastosować izolację łóżka ciśnieniowego (około 10 euro na Amazon). To również oszczędza energię.
Po modyfikacji, Voxelab Aquila D1 działał dobrze. Problemy z przesunięciami warstw zostały na razie rozwiązane.
Kontrola
Ekrany dotykowe do sterowania wieloma drukarkami 3D zostały również wprowadzone w Voxelab. Interfejs użytkownika jest dość prosty i przetłumaczony na kilka języków. Niestety zauważyliśmy, że Voxelab popełnił kilka błędów ortograficznych podczas tłumaczenia na język niemiecki. Nieco później zauważyliśmy, że Voxelab pomylił Tak i Nie w tłumaczeniu. Jeśli chcesz anulować lub wstrzymać drukowanie, otrzymasz pole potwierdzenia z pytaniami takimi jak Anuluj drukowanie
?, Wstrzymaj drukowanie?
lub Kontynuuj
drukowanie? Aby potwierdzić, należy jednak nacisnąć Nie
. W trybie angielskim i francuskim dwa pola wprowadzania zawierają prawidłowy tekst. Ci, którzy rozumieją jeden z innych języków oferowanych przez drukarkę, powinni raczej wybrać te. Wysłaliśmy do producenta wszystkie informacje o błędzie. Jednak firma Voxelab nie była jeszcze w stanie naprawić błędu.
Pomijając jednak błędy w niemieckim tłumaczeniu, interfejs jest całkiem wygodny. Wartości liczbowe można wprowadzać za pomocą pola numerycznego, a dostępne są zwykłe opcje sterowania. Niedostępny jest jedynie kreator ręcznej regulacji stołu roboczego i opcja ustawiania współczynnika ekstruzji.
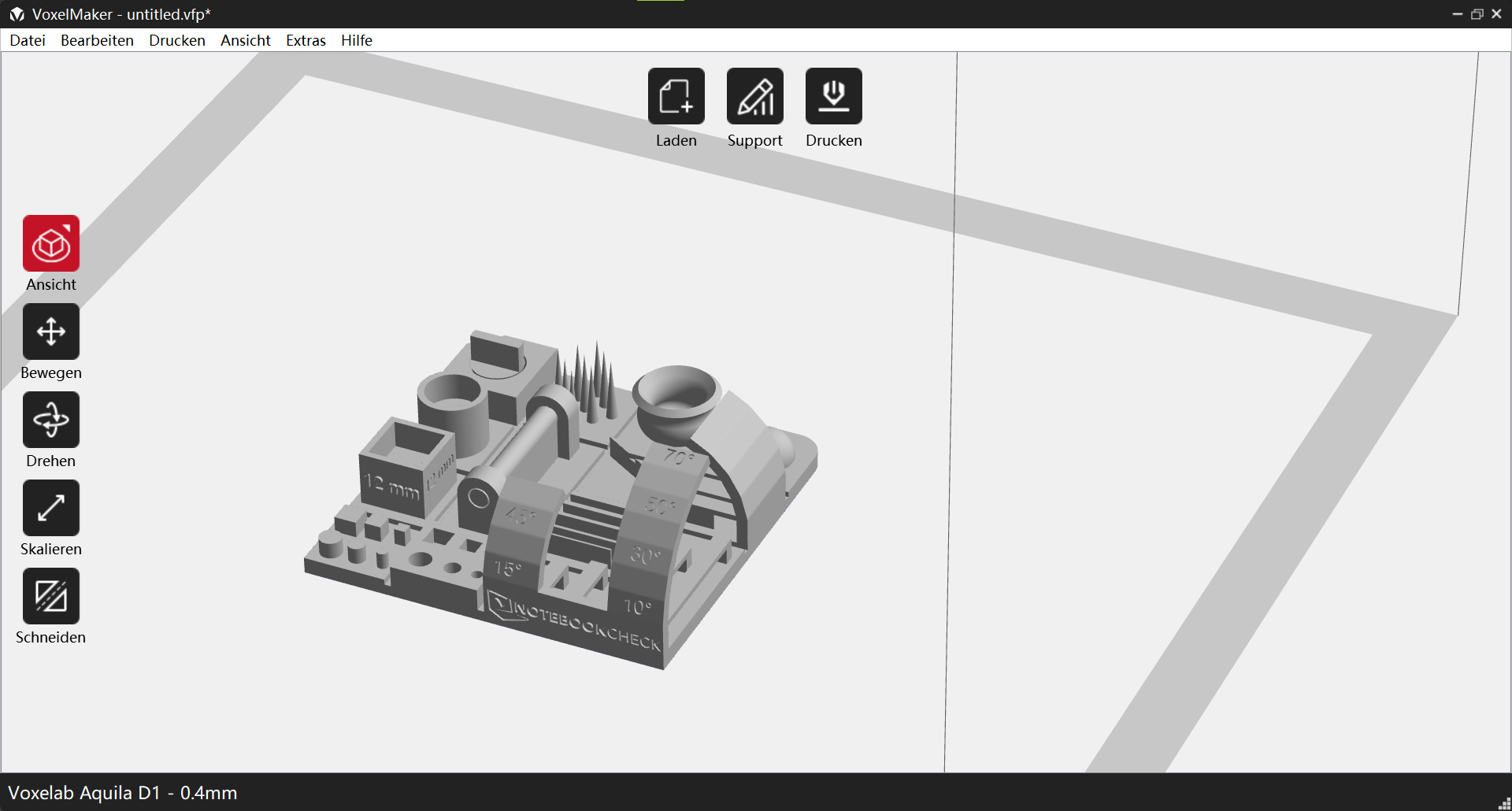
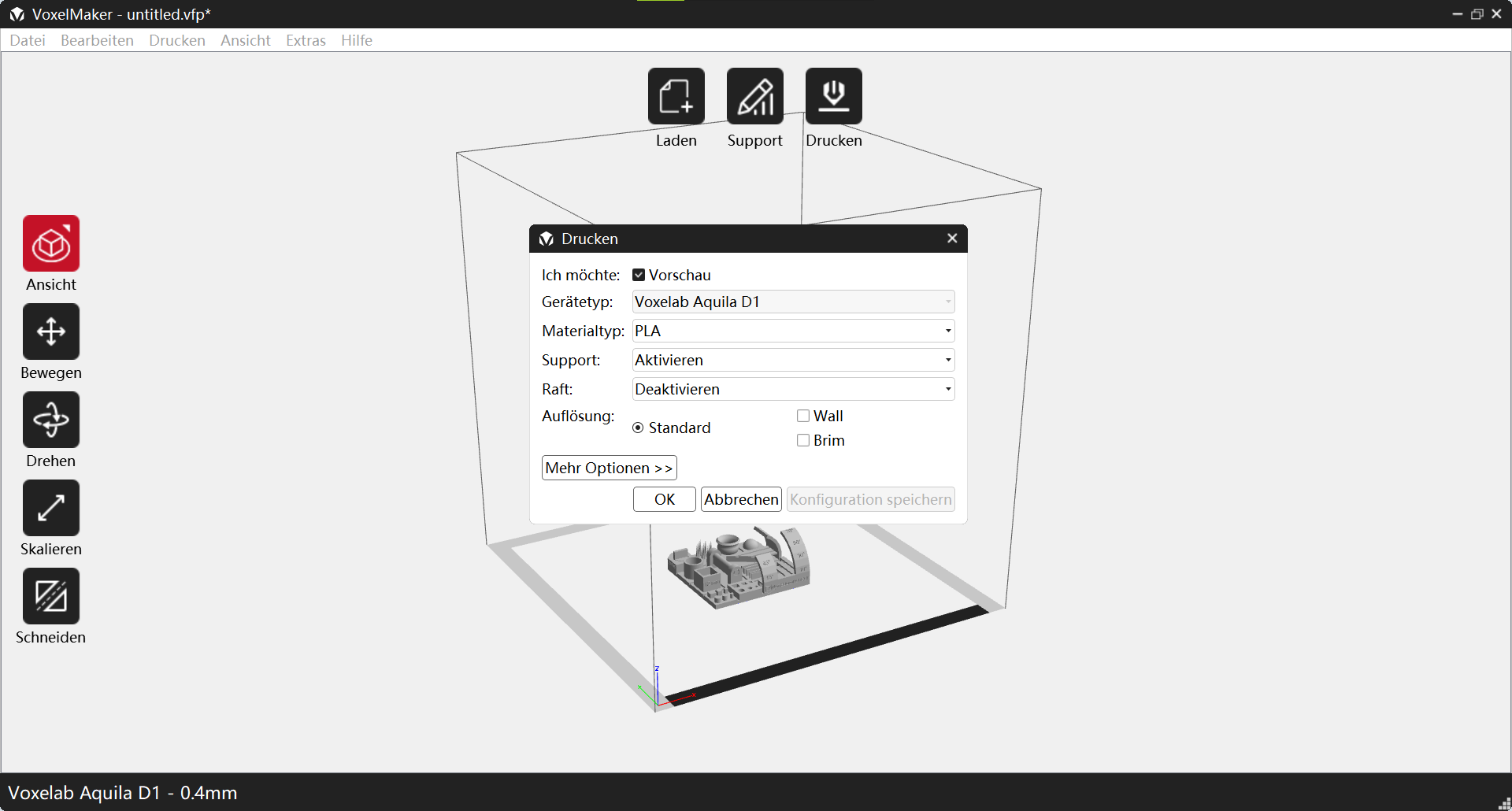
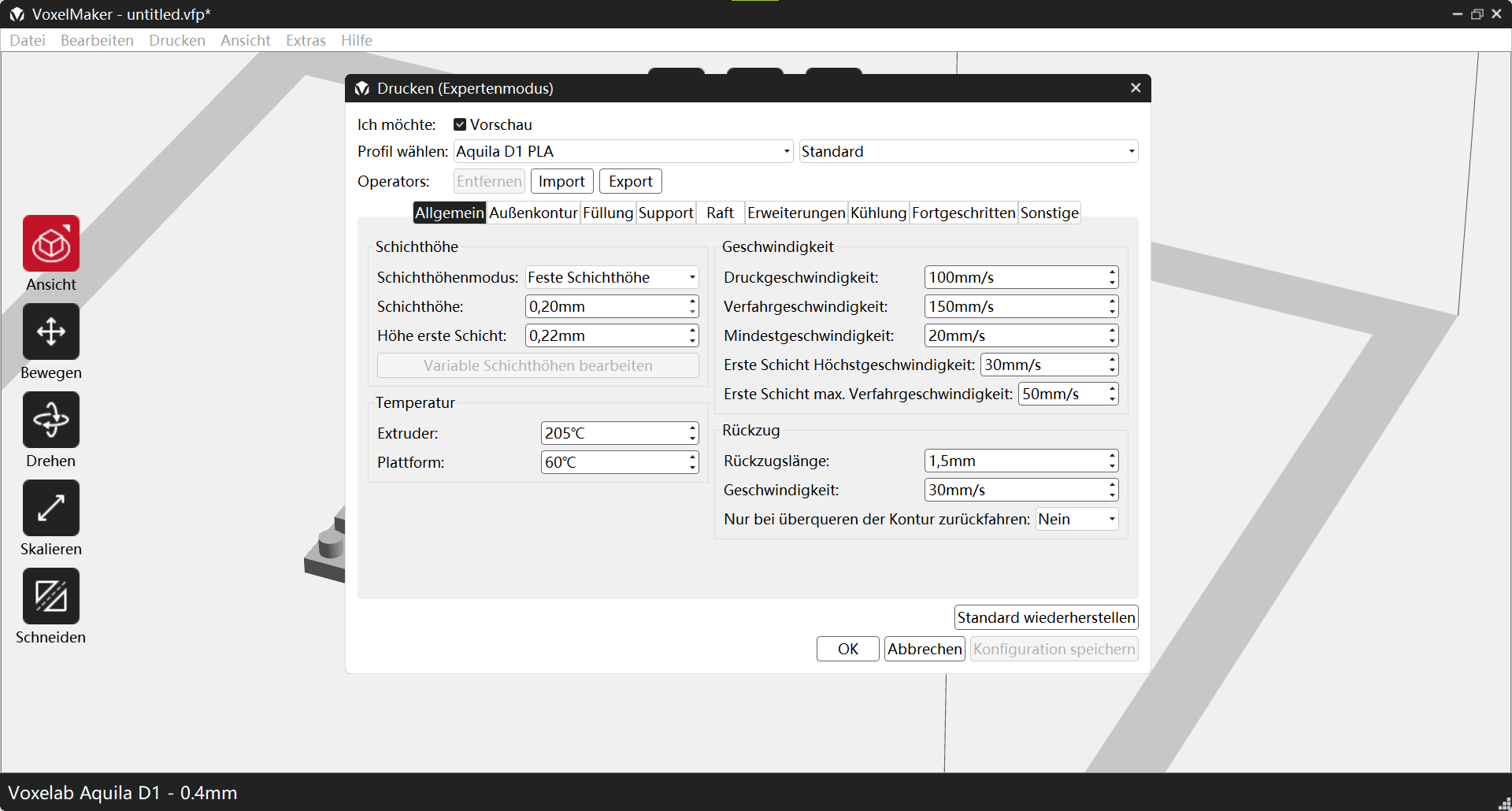
Slicer - Voxelab dostarcza narzędzie VoxelMaker
Voxlab jest jednym z niewielu producentów drukarek 3D, którzy dostarczają własny slicer do pobrania. Program służy do konwersji modeli 3D na gCode, który może być odczytywany przez drukarki 3D. Program przypomina nieco mieszankę Cura i Simplify3D, lecz w rzeczywistości bazuje na FlashPrint 5 od Flashforge. Tak więc VoxelMaker oferuje wiele zalet dwóch dobrze znanych programów, dzięki czemu jest łatwy w użyciu. Zasadniczo dokładność programu jest dobra i nieco powyżej poziomu Cura 4.x, ale nie do końca do doskonałych wyników Arachne Slice Engine. Voxelab zapewnia jednak regularne aktualizacje slicera, a program jest wyjątkowo dobrze rozplanowany. Oferuje łatwy start dla początkujących, a także wiele ustawień dla zaawansowanych użytkowników, aby dostosować wydruki 3D do własnych potrzeb.

Wydajność
W przypadku Aquillia D1, Voxelab nie do końca podąża ścieżką, którą wielu innych producentów drukarek 3D obrało w ostatnich latach. Na przykład deklarowane przez Voxelab maksymalne prędkości wydają się raczej niskie. Reklamuje typową prędkość drukowania 100 mm/s i maksymalną prędkość drukowania 180 mm/s. Zasadniczo Aquila D1 jest więc nieco wolniejsza niż obecni konkurenci, tacy jak Anycubic Cobra 2 lub AnkerMake M5. Jednak wiele materiałów, które nasze urządzenie testowe może przetwarzać, nie może być przetwarzanych przez urządzenia konkurencji, ponieważ maksymalne temperatury hotendu są zbyt niskie. Jednak w szczególności te raczej techniczne tworzywa sztuczne powinny być zwykle przetwarzane przy niższych prędkościach. Nasz test prędkości drukowania z PLA pokazuje, że Aquila D1 może zrobić nieco więcej niż reklamowane prędkości.
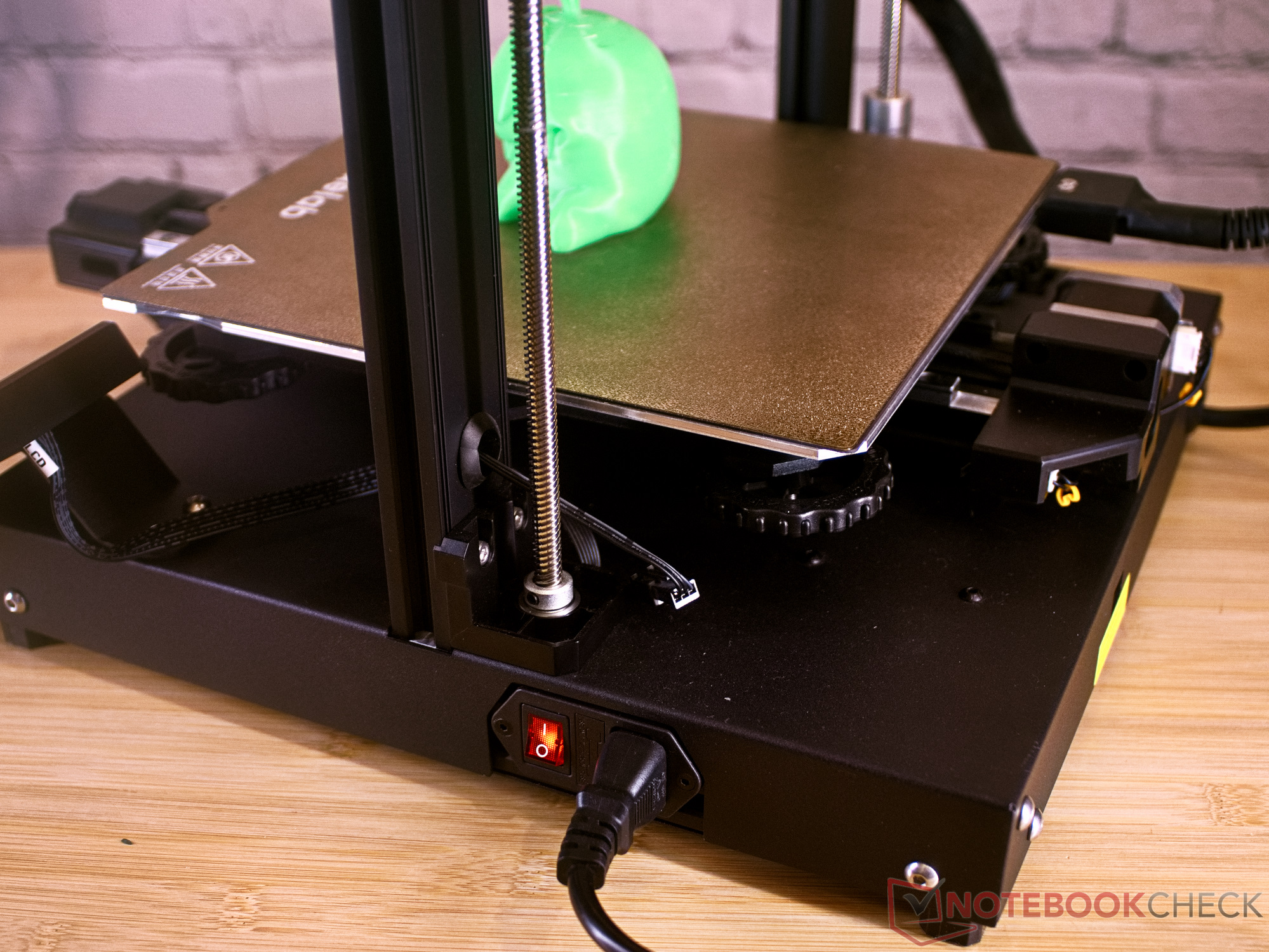
Łóżko do drukowania
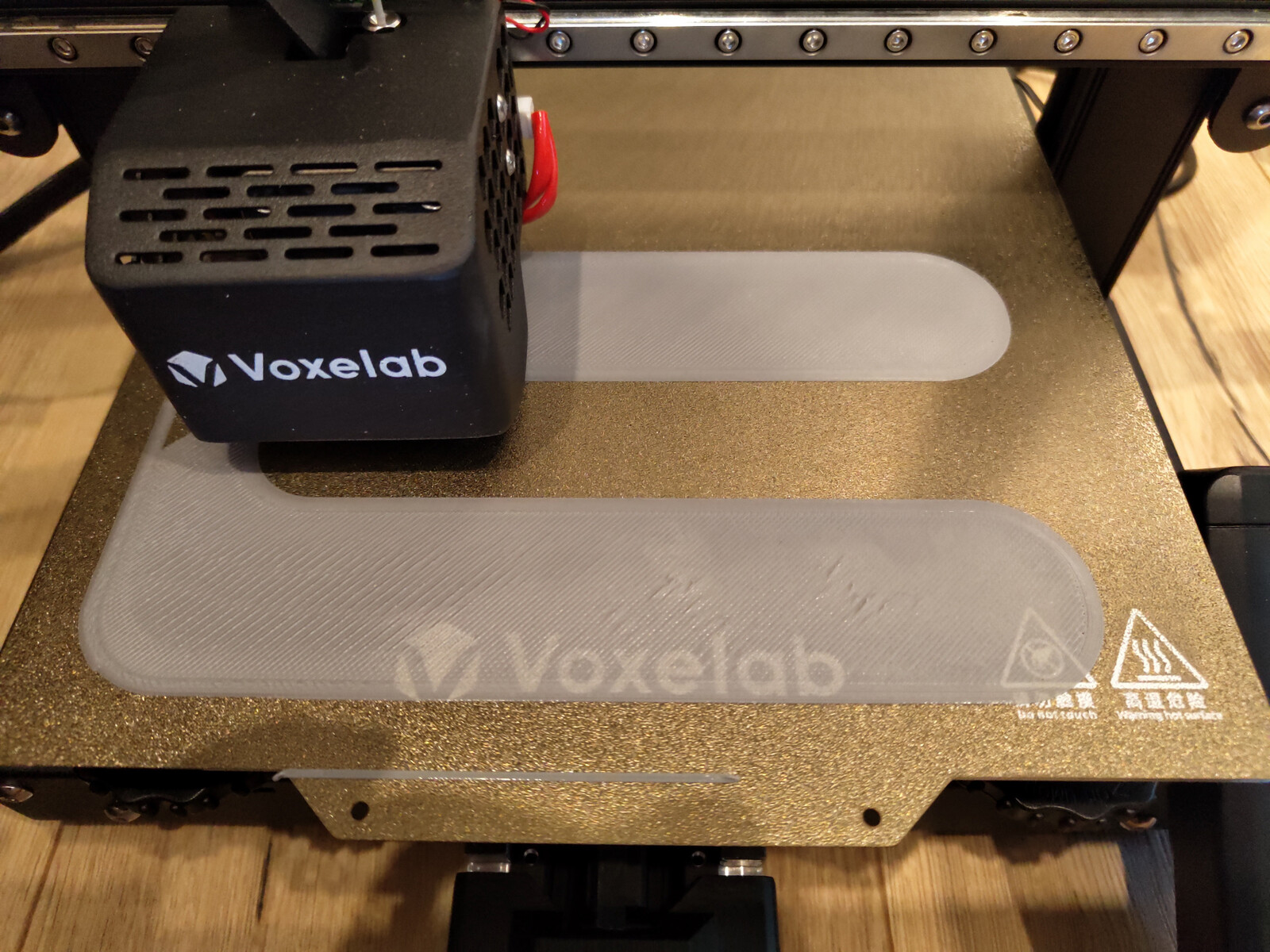
Łóżko do drukowania wydaje się być tym samym standardowym komponentem, który ostatnio widzieliśmy wAnycubic Cobra 2. Podstawę stanowi aluminiowa płyta o grubości około 2 mm. Można ją podgrzewać od spodu. Na górnej stronie folia magnetyczna jest przyklejona prawie na całej powierzchni. Do niej przylega płyta ze stali sprężynowej pokryta PEI. Bez izolacji od spodu, grzałka 24 V musi stale dostarczać energię w tym miejscu, a jej nagrzewanie trwa nieco dłużej. Jeśli zostanie podjęta decyzja o zainstalowaniu odpowiedniej płyty izolacyjnej, powinno to, oprócz zalet związanych z oszczędnością energii, zapewnić również lepszą mobilność stołu drukującego, ponieważ wspornik stołu drukującego jest mniej nagrzewany.
Dzięki mocy grzewczej 400 W, stół drukujący może przejść z temperatury pokojowej 22 °C do temperatury drukowania 60 °C w mniej niż trzy minuty. Osiągnięcie temperatury 90°C zajmuje dobre pięć minut.
Automatyczne poziomowanie łóżka siatkowego

Voxelab Aquila D1 mierzy stół drukujący za pomocą indukcyjnego czujnika zbliżeniowego w 25 punktach. Zanim to nastąpi, łoże drukowe jest podgrzewane do temperatury roboczej 60°C. Chociaż ma to tę zaletę, że drukarka uwzględnia w ten sposób rozszerzalność cieplną stołu roboczego, czujniki indukcyjne są w dużym stopniu zależne od temperatury. W związku z tym mogą wystąpić niedokładności, gdy tylko łoże drukujące nie zostanie podgrzane bardzo równomiernie. W teście nie zauważyliśmy jednak żadnych problemów z dokładnością czujnika. Po ręcznym ustawieniu rozstawu dysz, Aquila D1 drukuje całe łoże w niemal optymalnej odległości. W sumie proces pomiarowy trwa około ośmiu minut.
Łoże drukarki 3D można również regulować ręcznie. Śruby regulacyjne znajdują się w tym celu we wszystkich czterech rogach. Nie znajdziemy jednak asystenta do ręcznego ustawiania stołu roboczego. W związku z tym należy ręcznie przesuwać głowicę drukującą i stół roboczy lub wprowadzać odpowiednie polecenia do komputera za pośrednictwem interfejsu szeregowego.
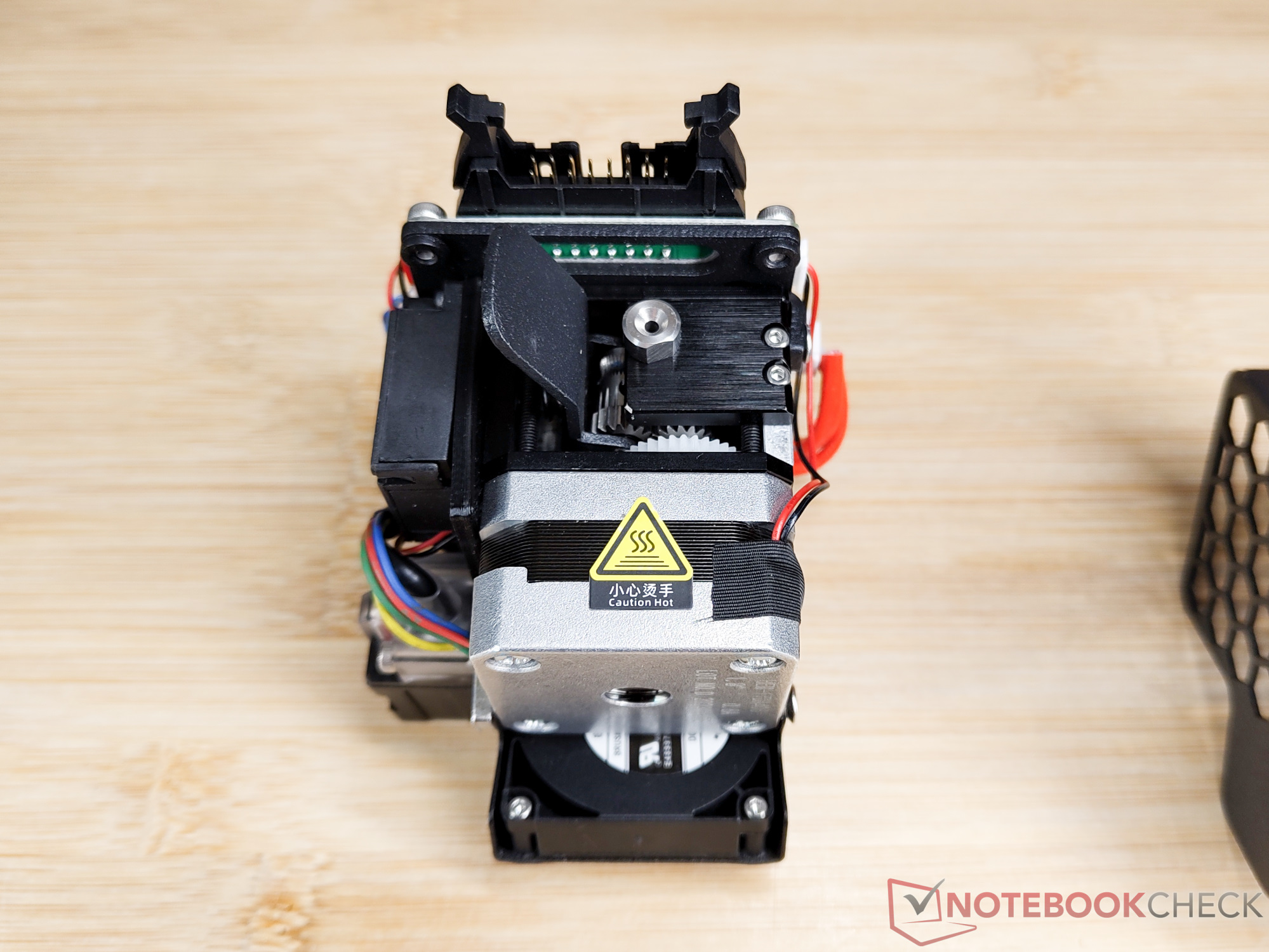
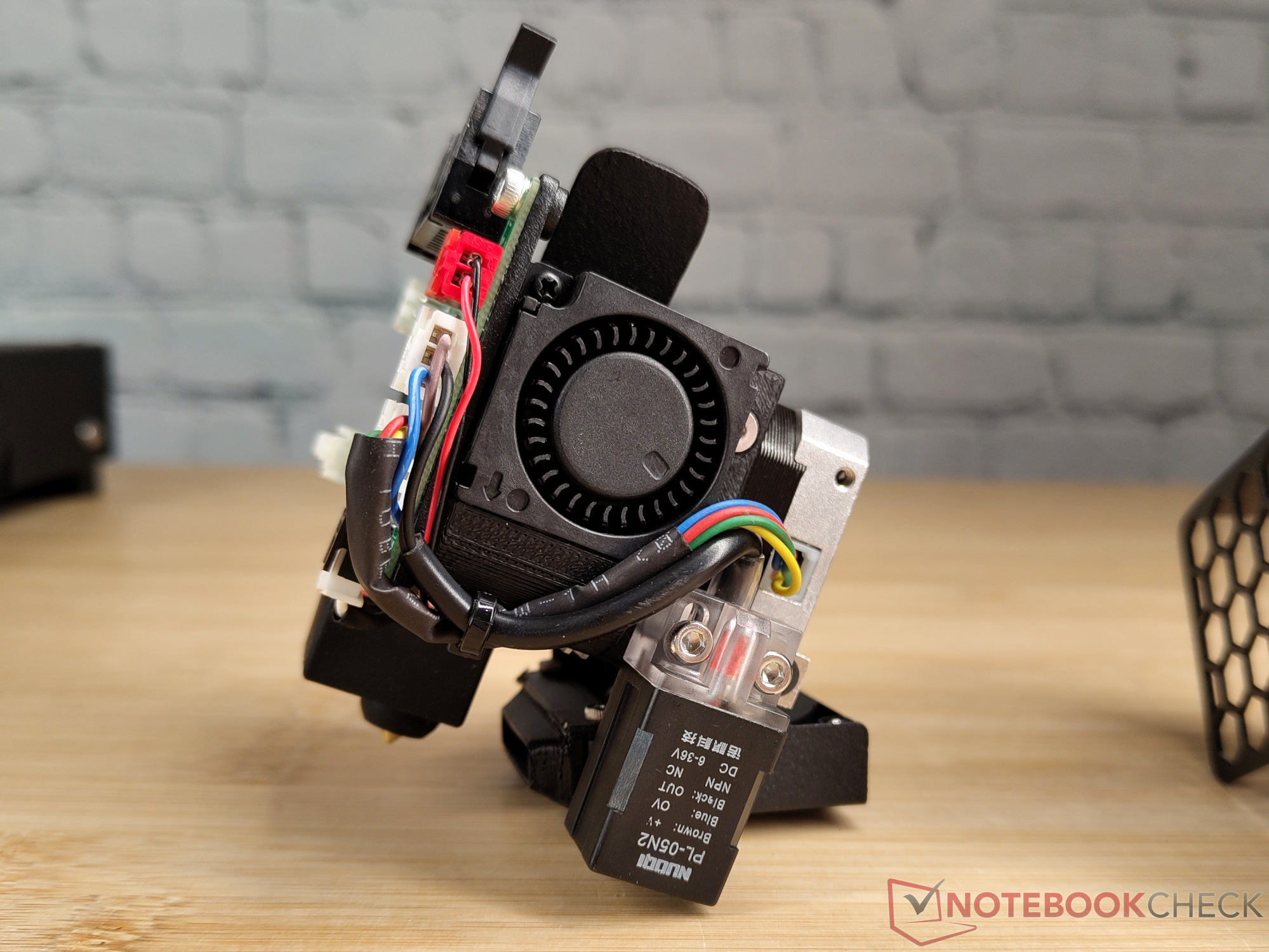
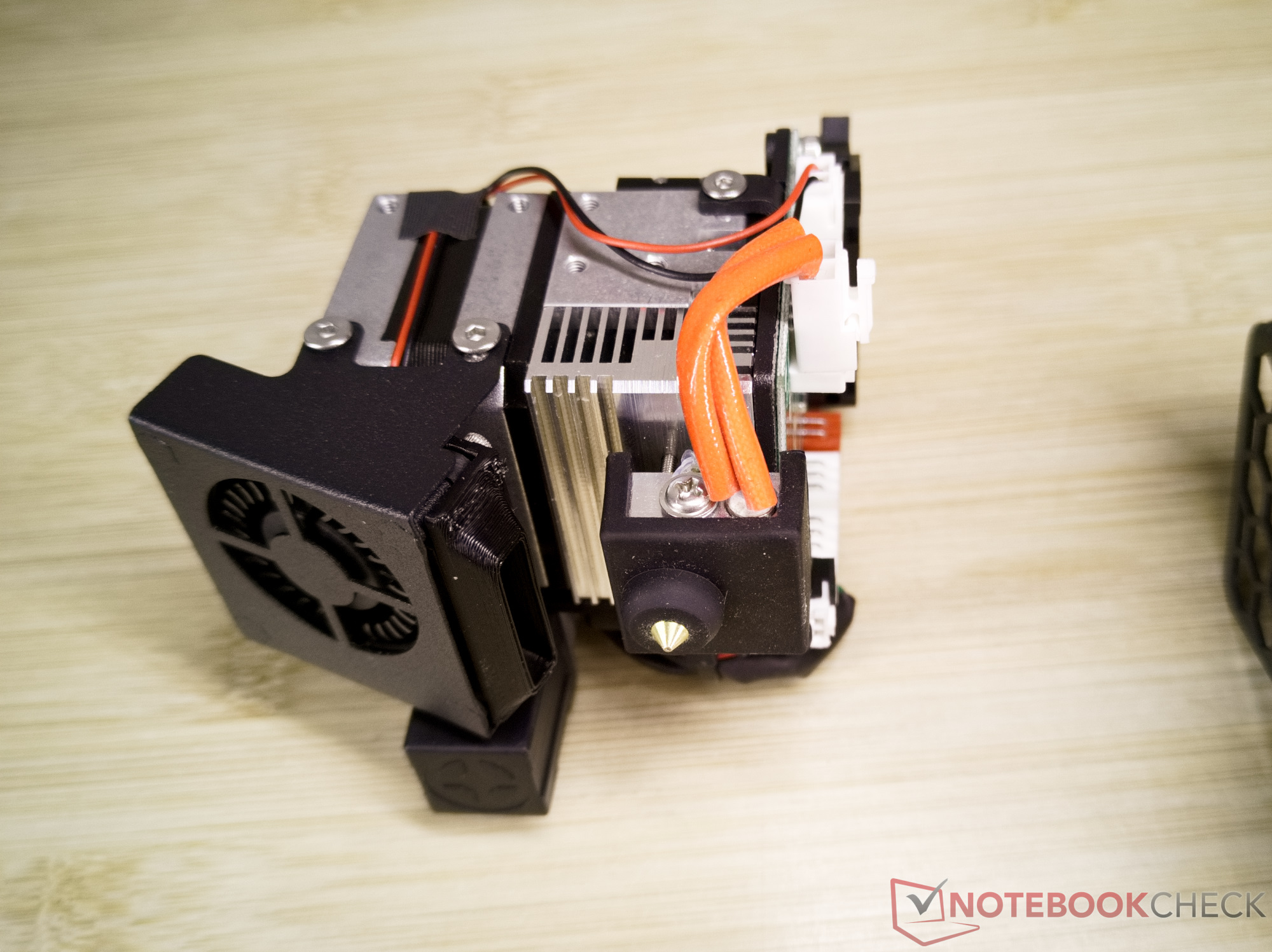
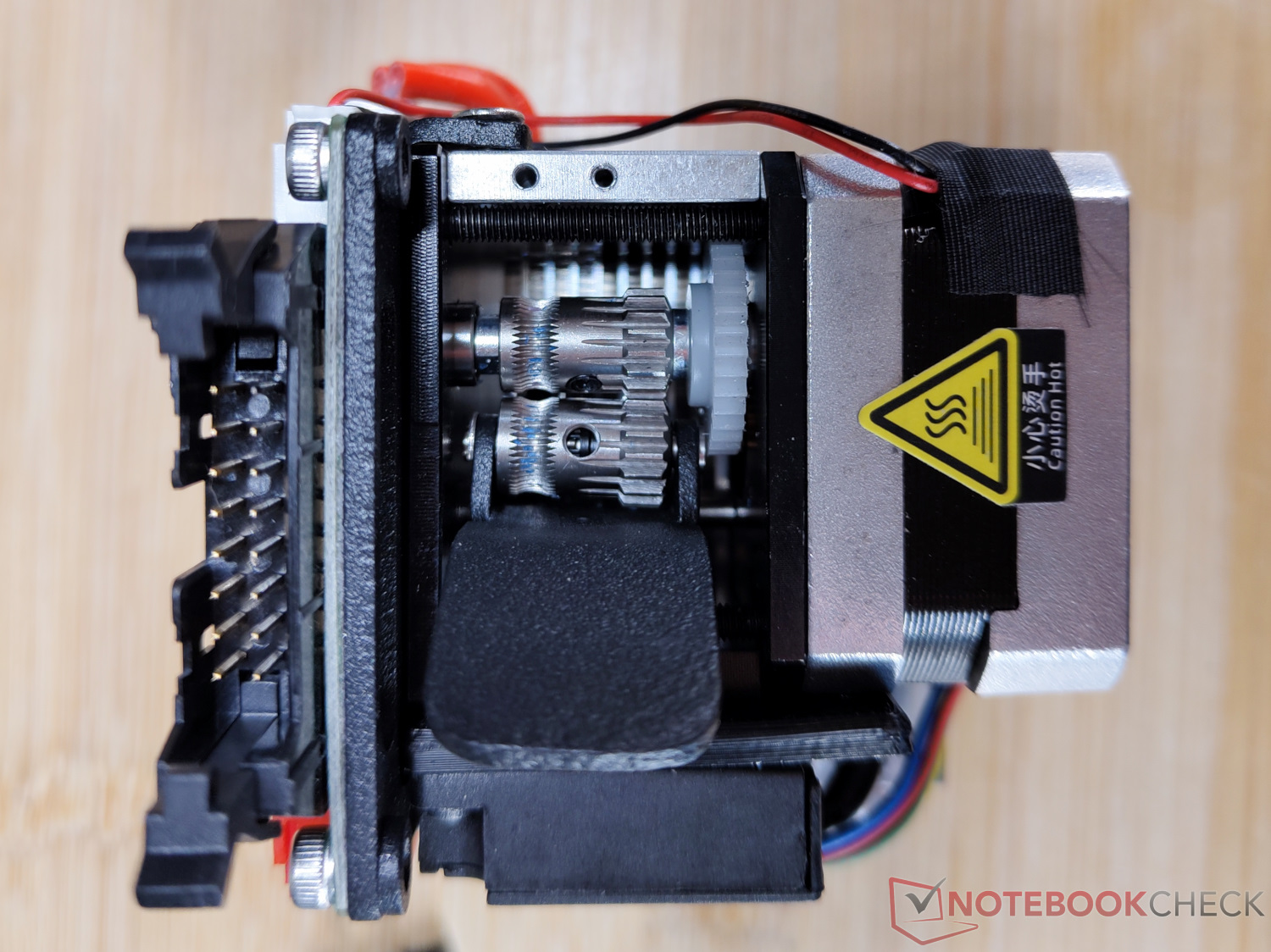
Końcówka grzewcza i wytłaczarka
Głowica drukująca łączy w sobie hotend i ekstruder. Cała konstrukcja wykorzystuje bardzo mało plastiku i dlatego powinna wytrzymywać wyższe temperatury. Gorący koniec może być podgrzewany do 300 °C. Oznacza to, że Aquila D1 może przetwarzać wiele materiałów technicznych. Sama konstrukcja głowicy drukującej jest w dużej mierze oparta na wytłaczarce Creality Sprite, ale kilka części wykonanych z tworzywa sztucznego w Creality zostało zastąpionych elementami aluminiowymi. Na przykład, gorący koniec nie potrzebuje wkładki PTFE.
PLA, PETG i ABS to prawdopodobnie najpopularniejsze materiały do druku 3D, a Aquila D1 radzi sobie z nimi bez problemów nawet przy wyższych prędkościach drukowania dzięki wydajnemu ekstruderowi. Nylon, poliwęglan i inne materiały techniczne są również możliwe do zastosowania. Nie należy jednak polegać na tak wysokich prędkościach jak w przypadku przetwarzania PLA.
Voxelab podaje typową prędkość drukowania 100 mm/s dla Aquila D1 i sugeruje maksymalną prędkość 180 mm/s. Przy temperaturze druku 220°C, drukarka 3D osiąga wyższą prędkość 220 mm/s, przynajmniej w przypadku filamentu PLA, bez znaczących przestojów, ale ze znacznymi stratami jakości. Powyżej 240 mm/s, przestoje ekstrudera i nieco zbyt słaby silnik osi Y powodują pewne luki w naszym teście prędkości druku, w którym drukarka 3D zwiększa prędkość co 5 mm. Niemniej jednak, w pewnych okolicznościach, niektóre obszary druku 3D z prędkością do 260 mm/s byłyby możliwe.
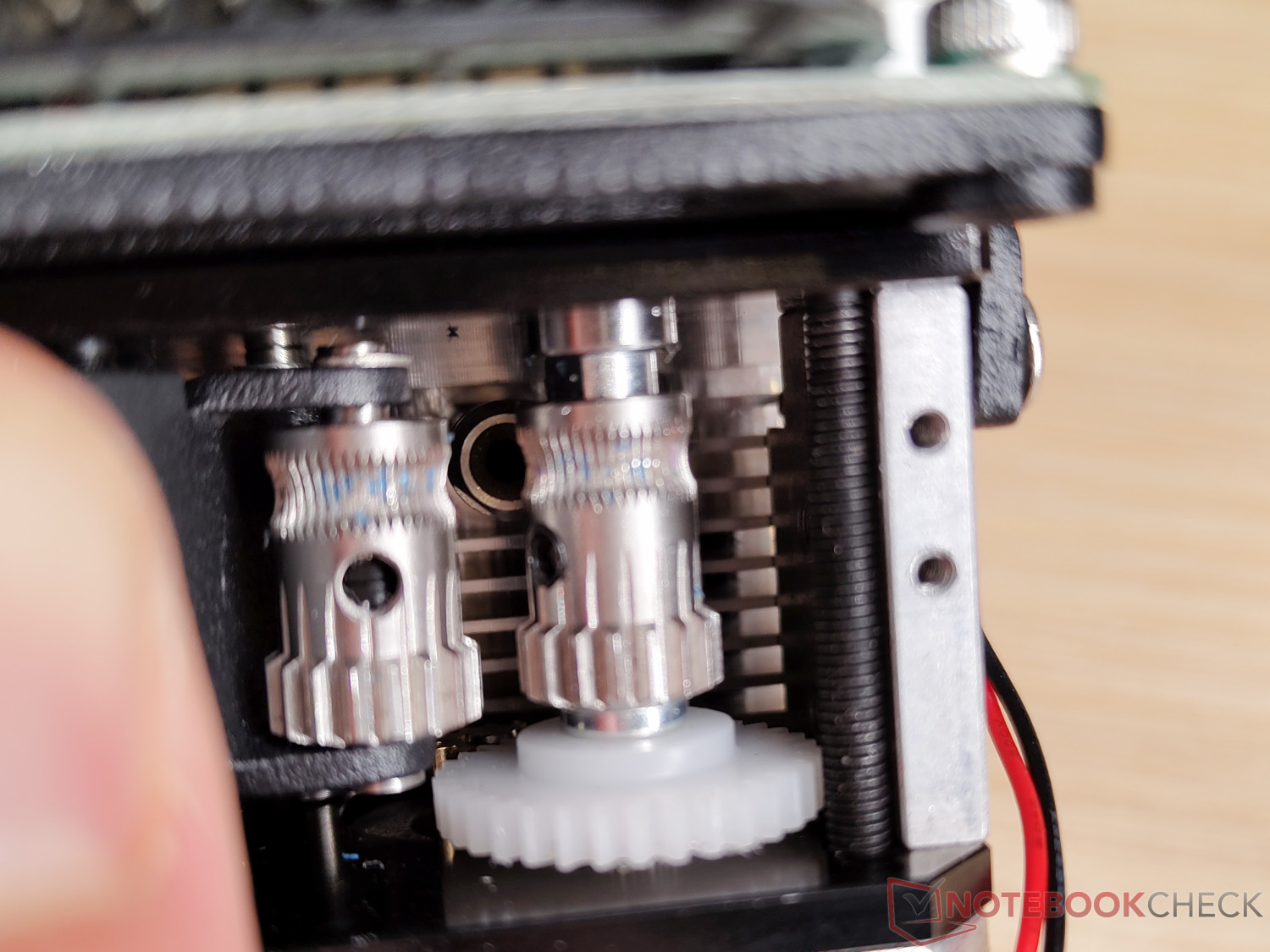
Jak to zwykle bywa w przypadku ekstruderów z napędem bezpośrednim, przy mniejszych prędkościach druku na obrazie wyraźnie widać zęby kół napędowych filamentu. Przy wyższych prędkościach druku efekt ten jest wyraźnie zmniejszony. W rzeczywistości zakres od 90 do 120 mm/s wydaje się być optymalny pod względem prędkości i jakości. W tym zakresie Voxelab Aquila D1 zapewnia przyjemny obraz wydruku.


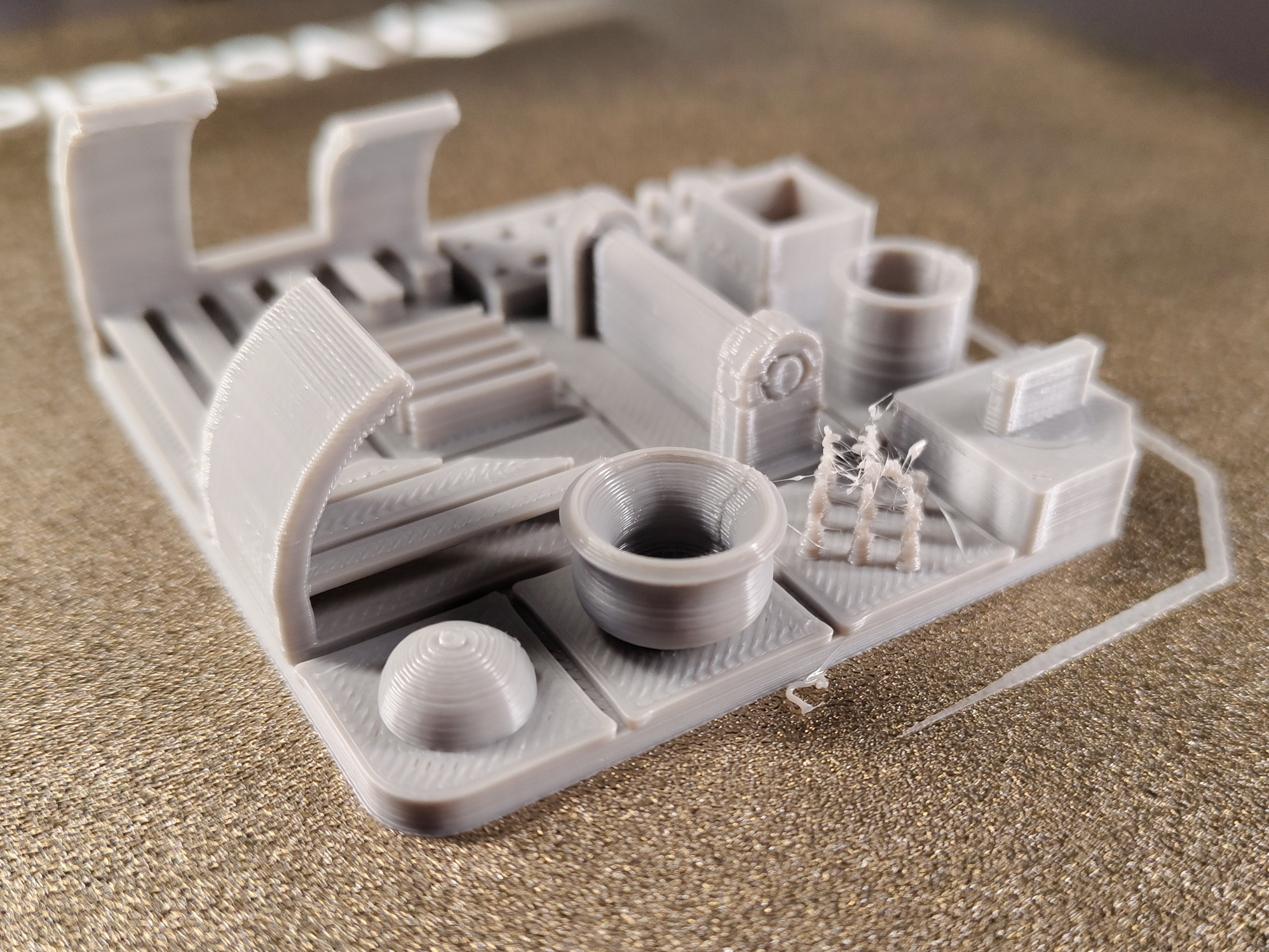
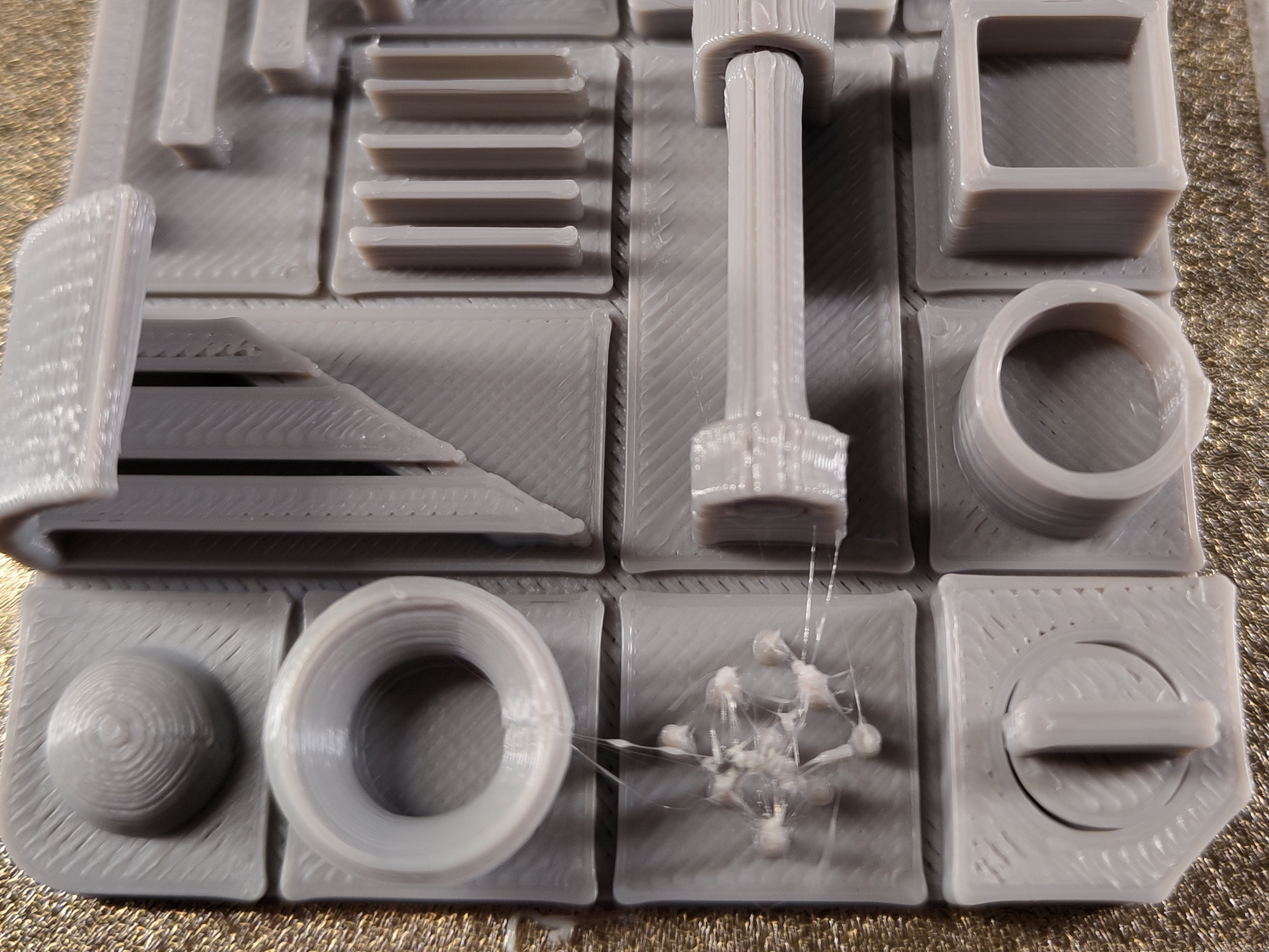
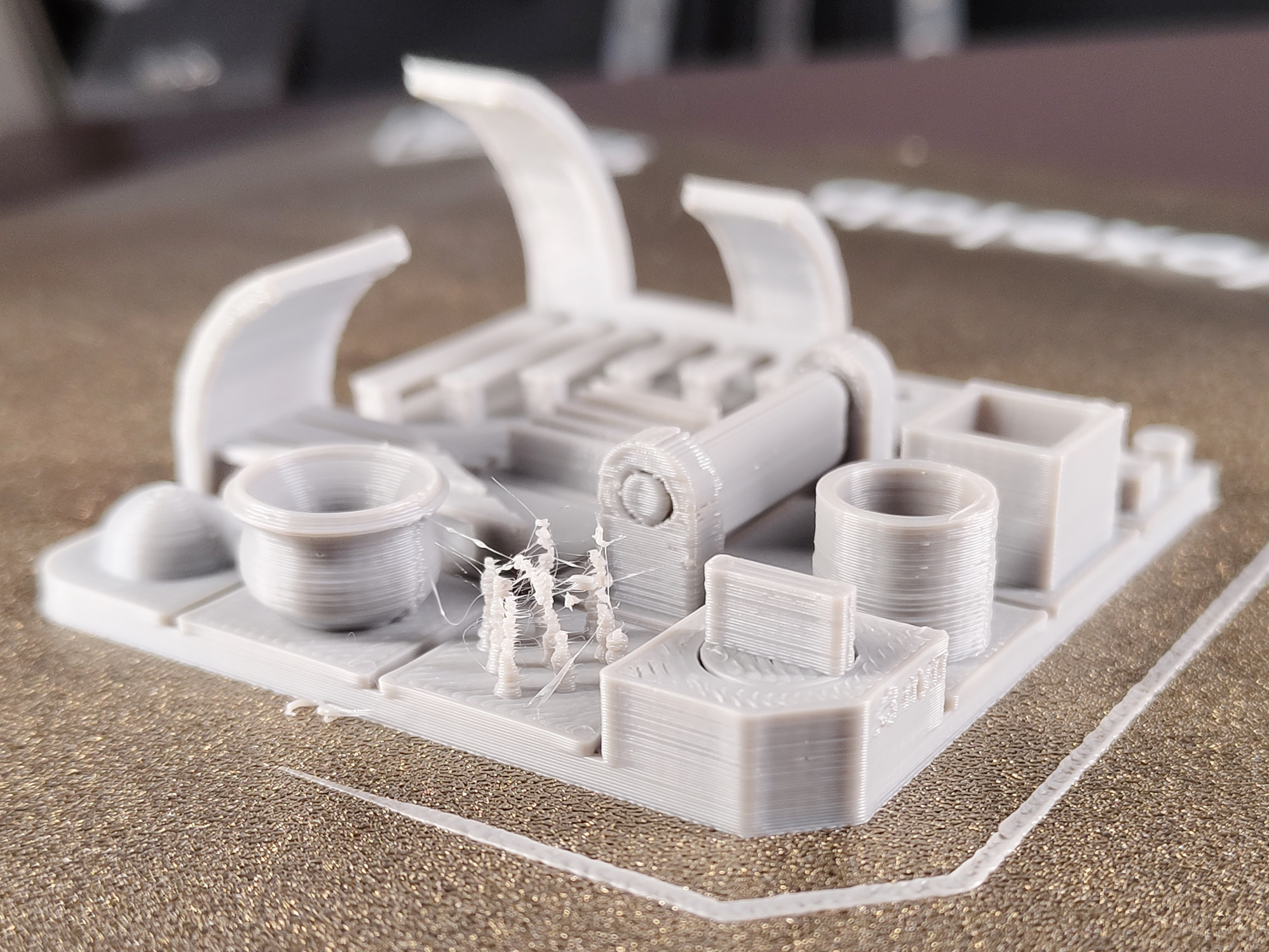
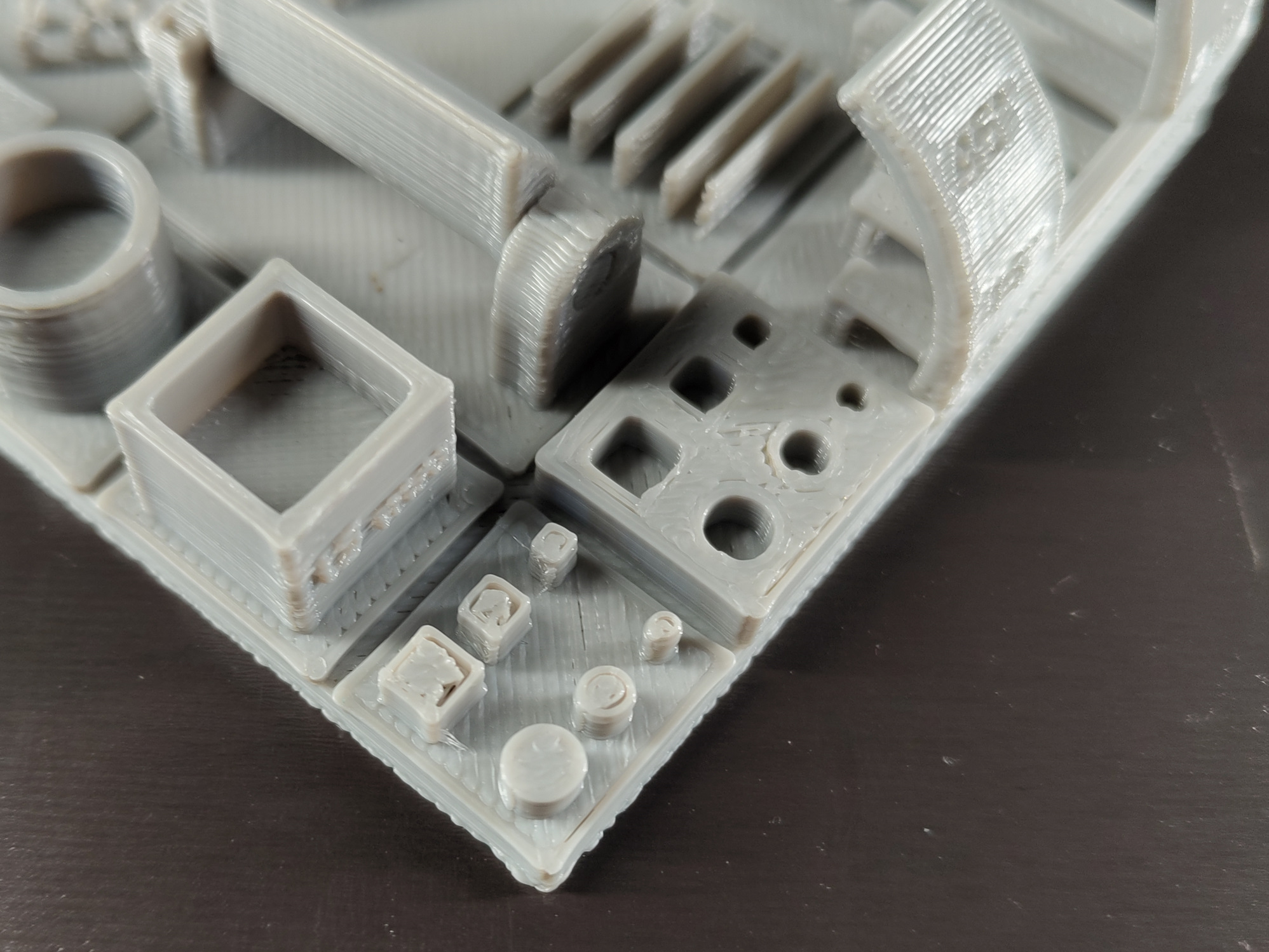
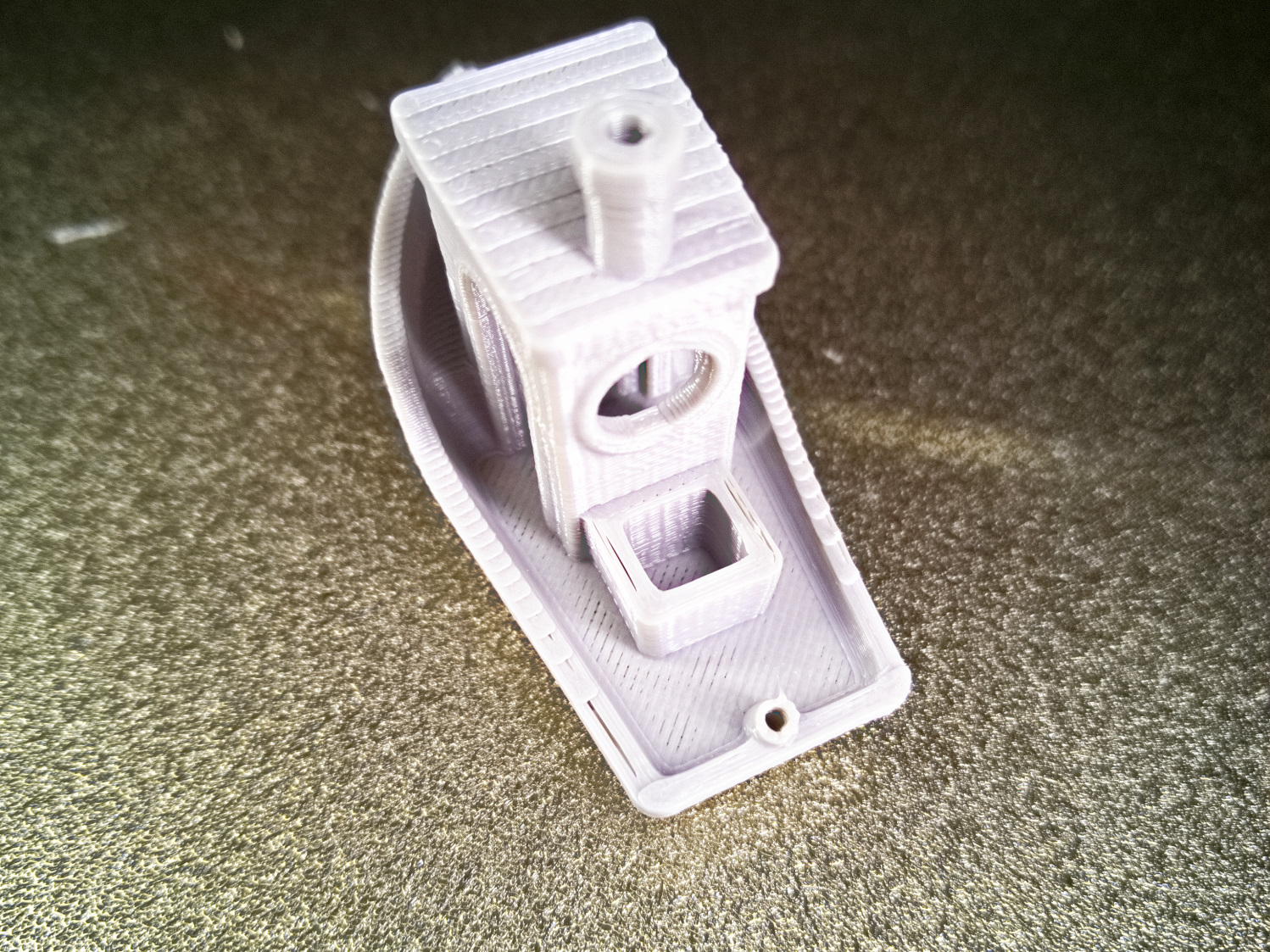
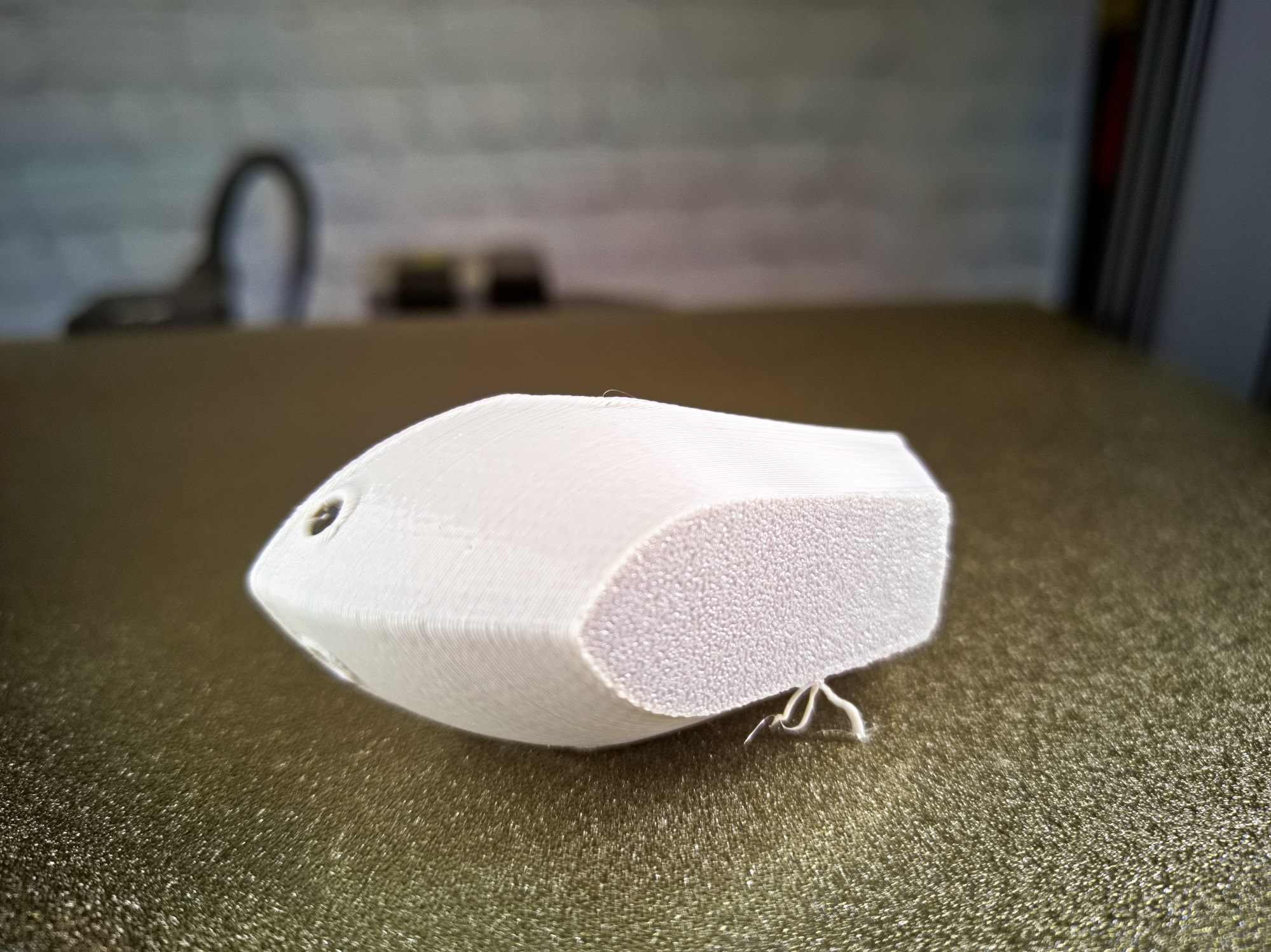
Jakość druku
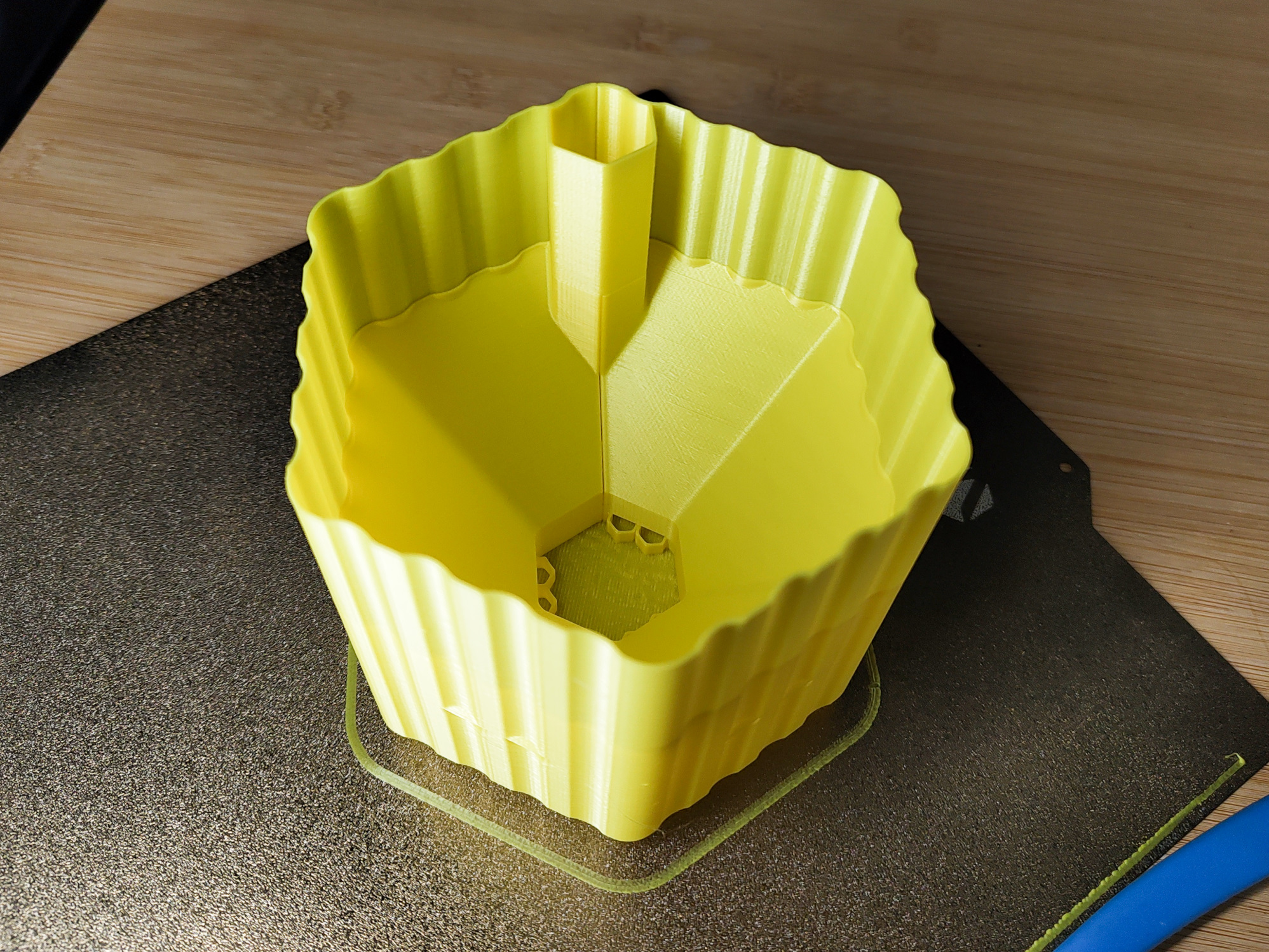
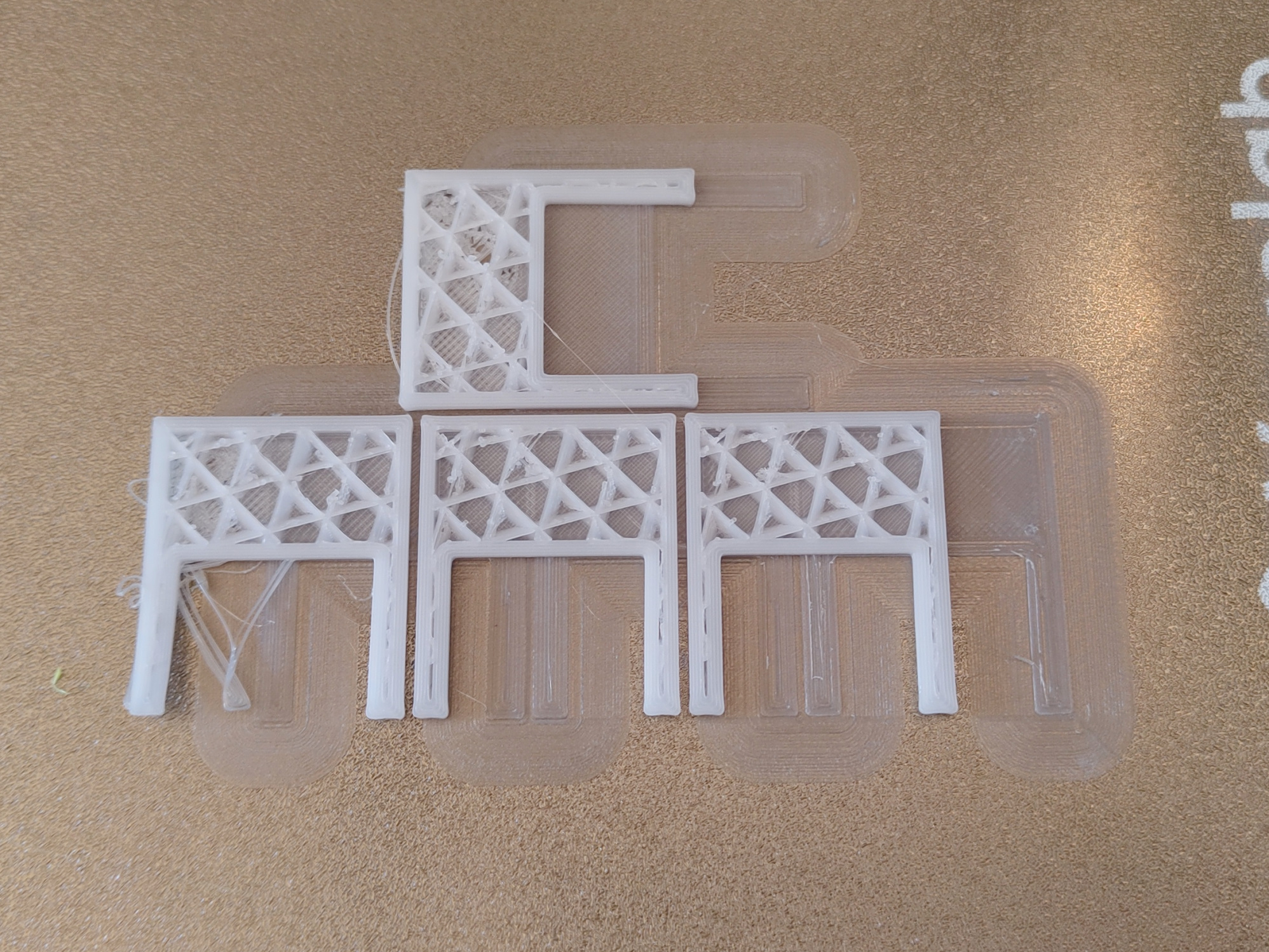
Zazwyczaj do przygotowania wydruków testowych używamy Ultimaker Cura w najnowszej wersji. Ponieważ jednak producent udostępnia własny slicer, Voxelmaker, postanowiliśmy z niego skorzystać. Niestety, wynik pokazuje sporo problemów, z których większość można przypisać brakowi optymalizacji ustawień drukowania. Pierwszym i najważniejszym z nich jest prawdopodobnie zachowanie cofania przed przejściem głowicy drukującej przez puste obszary drukowanego obiektu. W związku z tym w kilku miejscach zauważamy nadmierną ilość nitek i plam. Są to nitki i pozostałości filamentu, których można by prawie całkowicie uniknąć dzięki lepszym ustawieniom. Prowadzi to również do problemów na początku linii, ponieważ ruchy cofania również nie są do końca spójne. Zauważalne jest również, że ustawienia wypełnienia bryłowego, tj. warstw kryjących w slicerze, nie pasują do siebie. W rezultacie obszary te częściowo odrywają się od ścian bocznych. Oba problemy mogą zostać naprawione przez doświadczonych użytkowników poprzez wprowadzenie niewielkich zmian. Dopasowaliśmy nasz szary filament PLA od Anycubic niemal idealnie w slicerze Ultimaker Cura. W Voxelmaker użyliśmy domyślnych ustawień dla PLA. Tak więc drukarka 3D ma niewielką przewagę nad konkurencją również w tym obszarze.
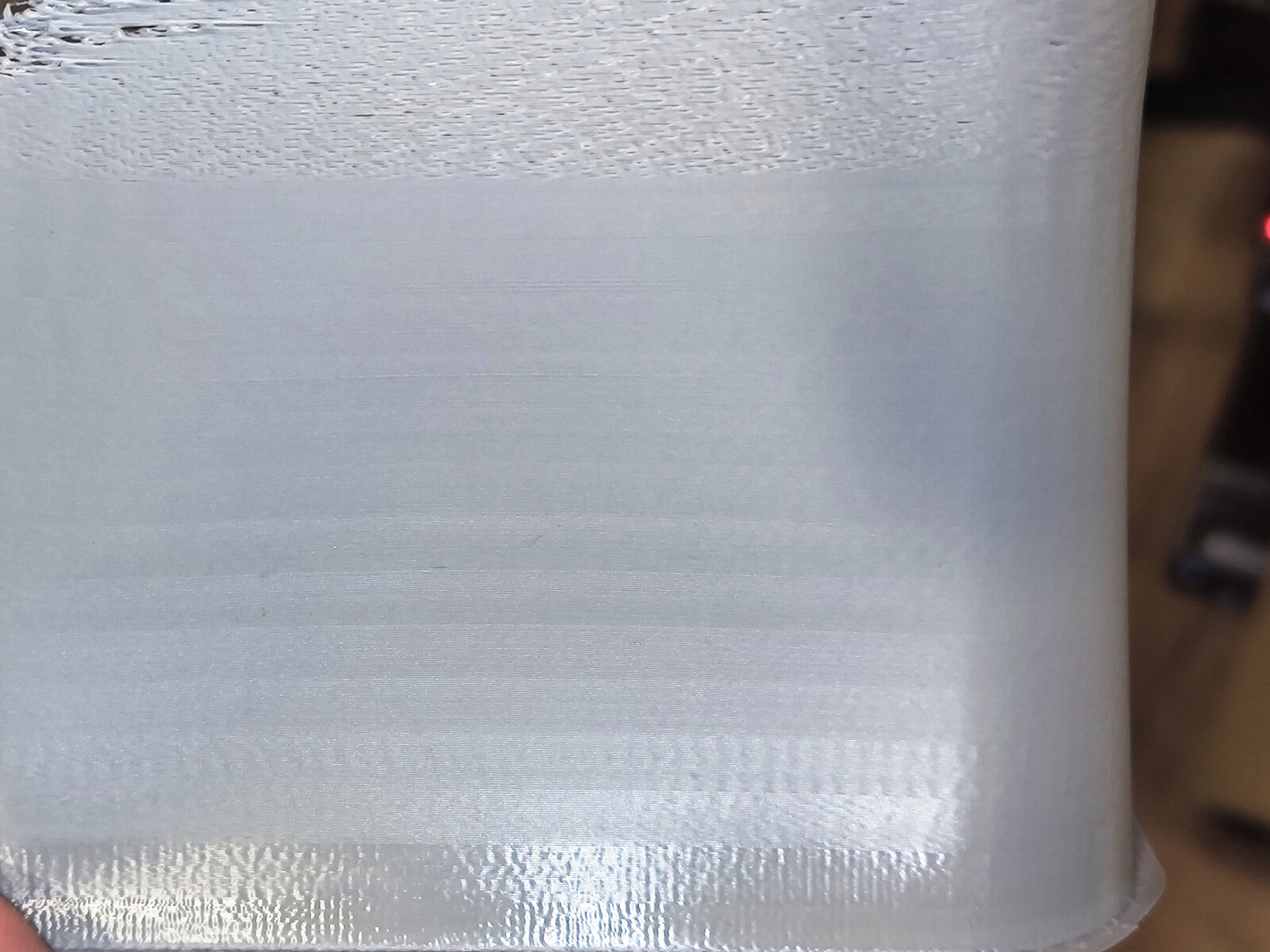
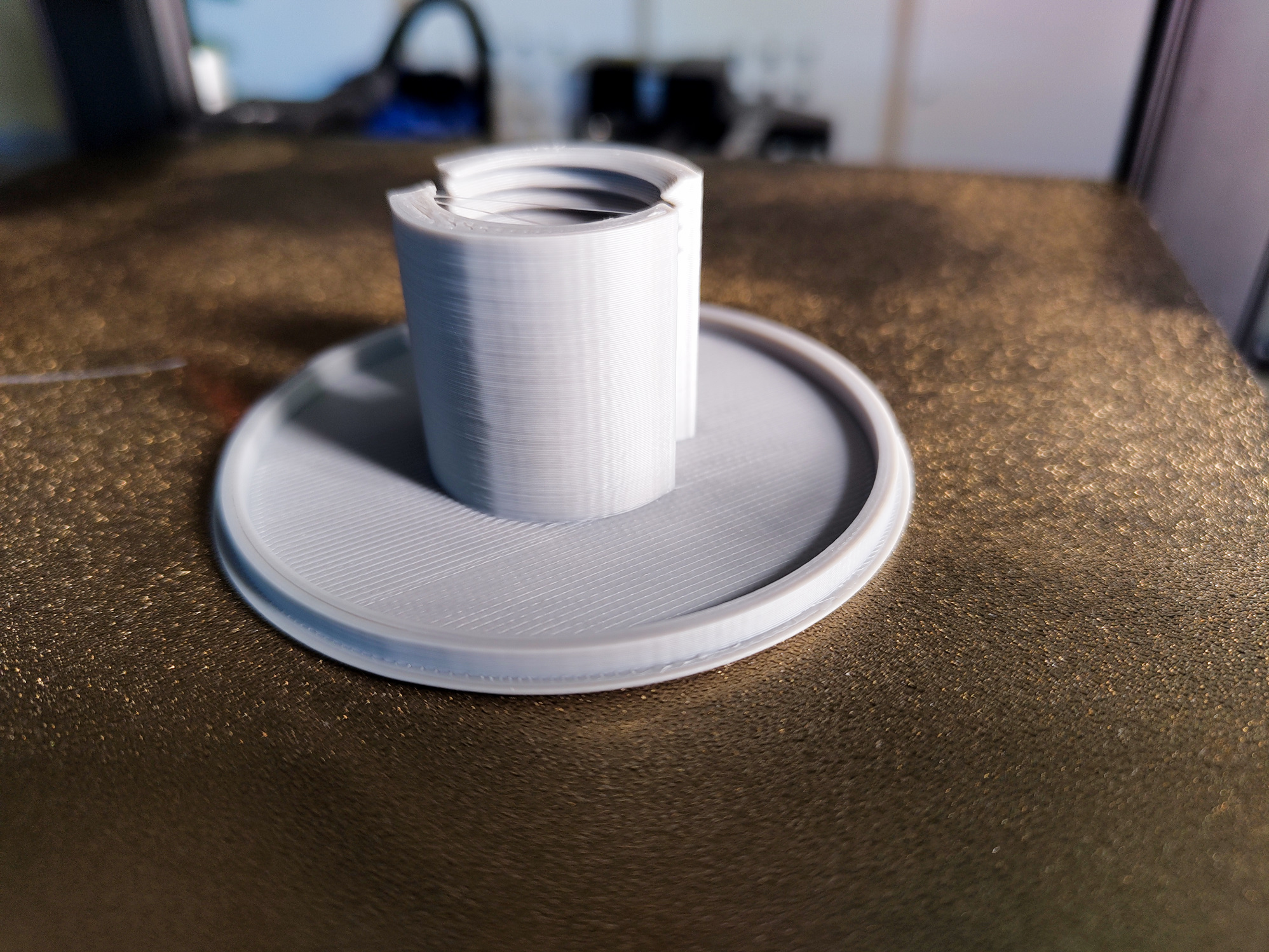
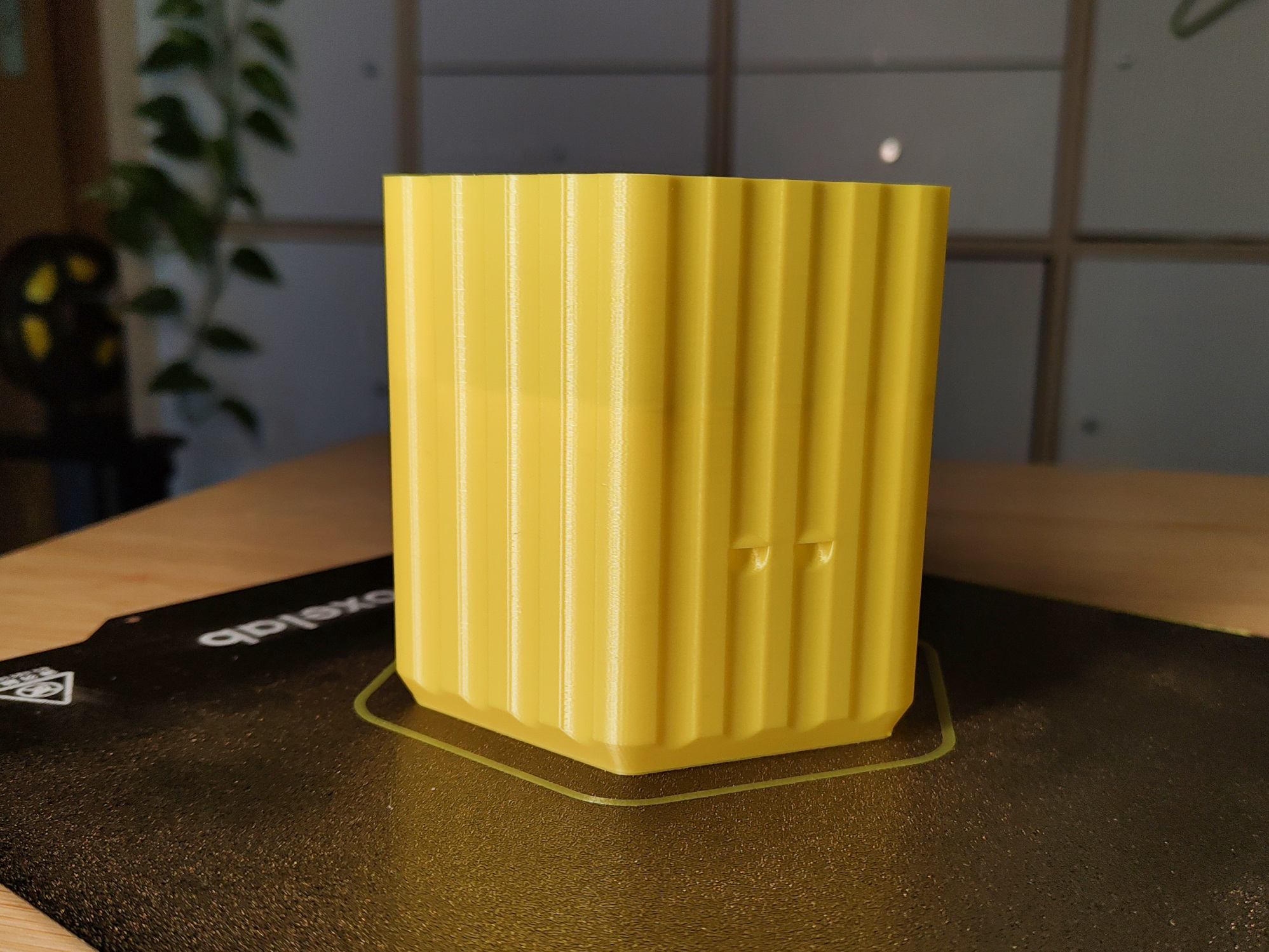
Pomiędzy poszczególnymi warstwami można zaobserwować pewną falistość. Podejrzewamy tutaj Z-banding, który może być wywołany przez nieczyste prowadzenie osi Z.
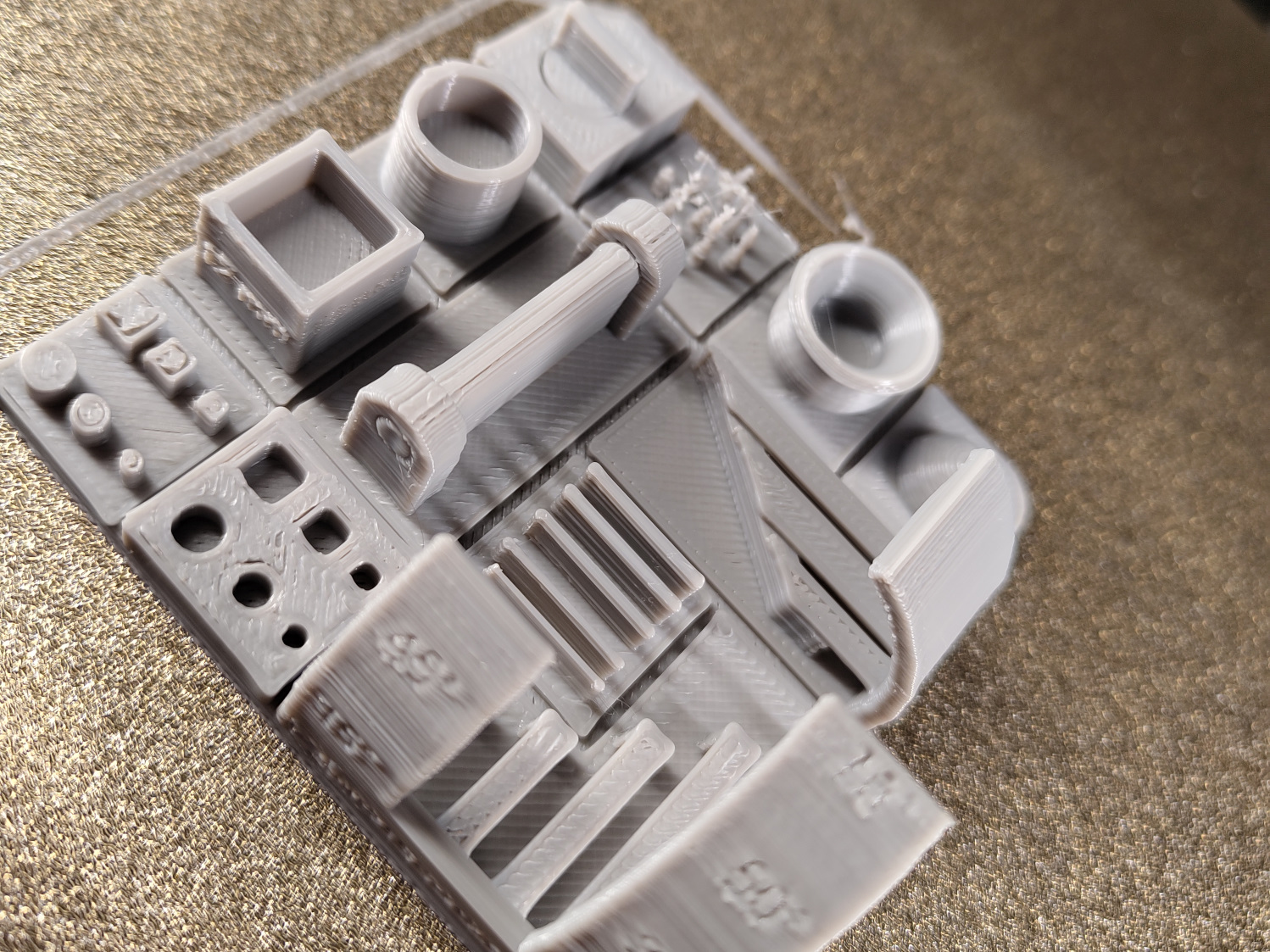
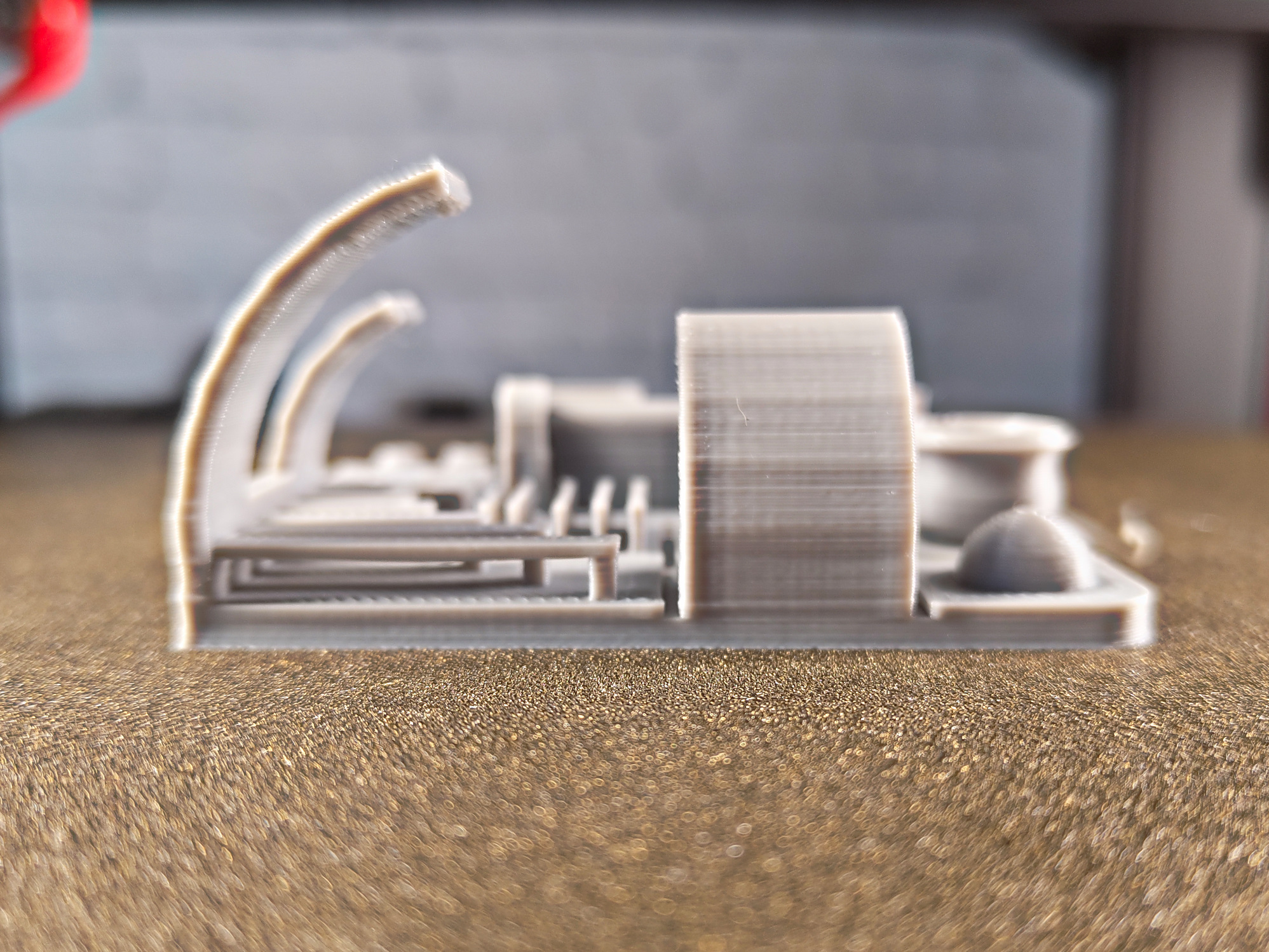
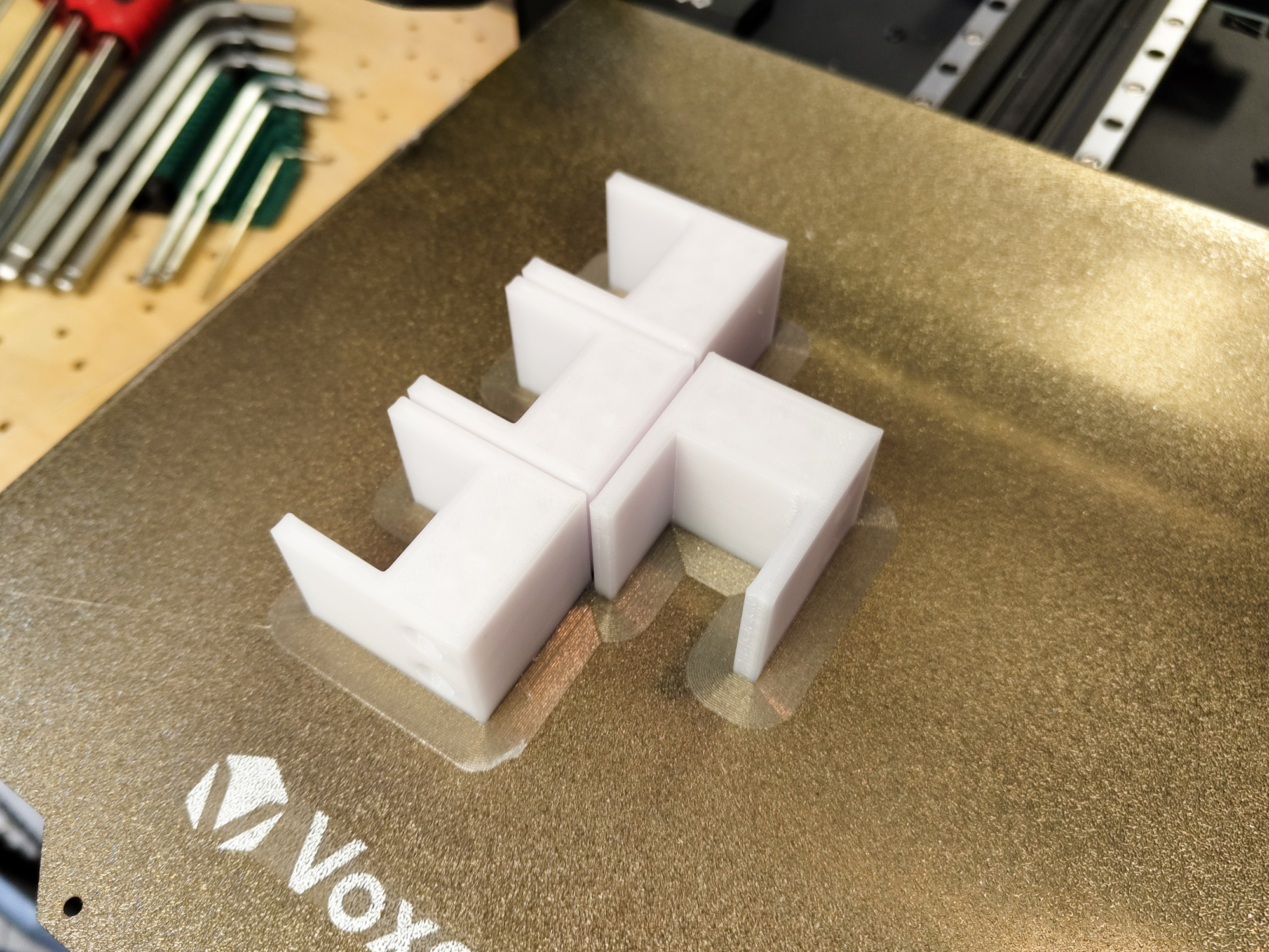
W praktyce, aby uzyskać rozsądną jakość druku, prawdopodobnie trzeba będzie dokonać pewnych zmian w ustawieniach drukowania. Ostatecznie jest to możliwe, co pokazują poniższe zdjęcia. Dla nowicjuszy w dziedzinie druku 3D będzie to prawdopodobnie wymagało stromej krzywej uczenia się. Ci, którzy są już dobrze zaznajomieni z drukarkami 3D, również powinni szybko poradzić sobie z Voxelab Aquila D1.
Na przykład, w teście w programie Cura wykorzystaliśmy również wstępnie zbudowaną konfigurację z Creality Ender 3 S1 dla Aquila D1. Ponieważ funkcje obu maszyn są bardzo podobne, profil ten stanowi dobry początek do rozsądnej konfiguracji drukarki 3D Voxelab.
Niestety, w praktyce okazało się również, że drukarka 3D jest dość podatna na przesunięcia warstw, gdy tylko napięcie paska nie jest ustawione idealnie. W tym przypadku należy przynajmniej początkowo upewnić się, że pasy napędowe osi X i Y są dokładnie napięte, jednocześnie wielokrotnie monitorując temperaturę silnika.



Bezpieczeństwo
Jak zwykle, sprawdziliśmy również zachowanie drukarki 3D w przypadku problemów z czujnikami temperatury w Voxelab Aquila D1. W tym przypadku drukarka 3D zareagowała bezbłędnie na zwarcia, odłączone czujniki i czujniki odłączone od głowicy drukującej lub stołu drukującego. We wszystkich przypadkach wszystkie elementy grzejne zostały wyłączone. W przeciwnym razie istniałoby znaczne ryzyko pożaru w przypadku awarii drukarki.
Sprawdziliśmy również, czy wszystkie metalowe elementy zostały podłączone do przewodu ochronnego. Ponownie, jesteśmy zadowoleni z drukarki 3D.
Aby zapobiec zakleszczaniu się ruchomych elementów, Voxelab przynajmniej całkowicie obudował wszystkie rolki odchylające. Tym samym drukarka 3D znajduje się w ścisłej czołówce pod względem bezpieczeństwa pracy.
Emisje
Dzięki chińskim sterownikom silników krokowych od Ruimeng Technology, Voxelab Aquila D1 nie jest tak cicha jak inne drukarki 3D ze sterownikami TMC pomimo interpolacji 256 mikrokroków, chociaż wentylatory są tutaj dość ciche na poziomie około 40 dB(A). Z kolei silniki krokowe generują dość wysoki poziom hałasu podczas pracy. W odległości jednego metra zmierzyliśmy 51 dB(A) za pomocą miernika poziomu dźwięku Voltcraft SL-10 podczas normalnego procesu drukowania z prędkością 100 mm/s. W teście prędkości drukowania hałas silnika znacznie wzrastał wraz ze wzrostem prędkości. Ponad 63 dB(A) trzeba znosić przy wysokich prędkościach drukowania.
Kolejną kwestią, którą należy wziąć pod uwagę w przypadku tej drukarki, jest otwarta konstrukcja: Ponieważ Aquila D1 jest również w stanie przetwarzać materiały techniczne, takie jak ABS, poliwęglan lub nylon, zdecydowanie należy zdawać sobie sprawę z zanieczyszczeń, które mogą powstawać podczas przetwarzania tych tworzyw sztucznych. W szczególności ABS wytwarza dużo oparów po podgrzaniu. Dobrze wentylowane pomieszczenie jest zatem odpowiednie dla drukarki 3D.
Zużycie energii
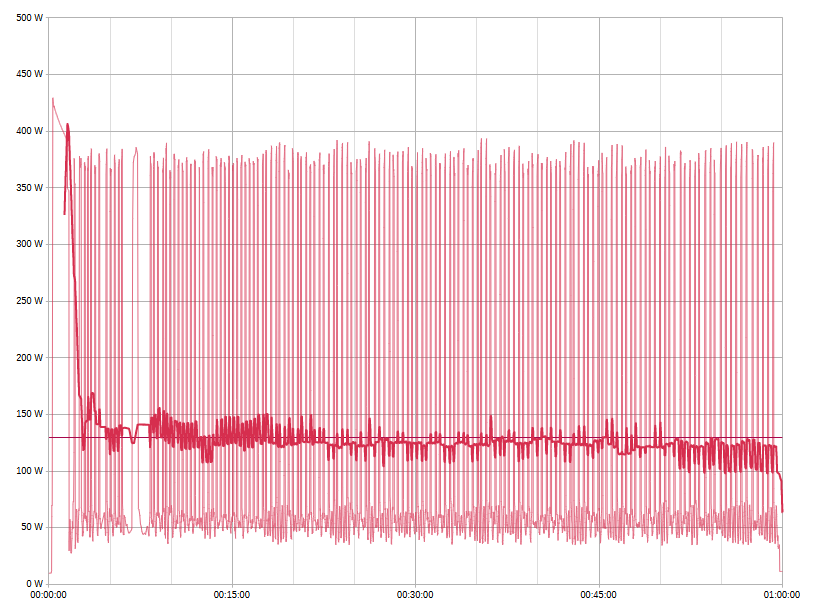
Przy średnim zużyciu energii wynoszącym 130 W, Voxelab Aquila D1 zużywa znacznie mniej energii niż ostatni testowany model.Anycubic Cobra 2 i AnkerMake M5. Jednak prawdziwymi energooszczędnymi urządzeniami wśród naszych testowanych urządzeń są nadal Artillery Genius Pro iWizmaker P1. Obie drukarki 3D potrzebowały średnio mniej niż 100 watów w naszych testach.
Największym konsumentem energii w drukarkach 3D jest często łoże drukujące. W przypadku drukarki Voxelab jest ono najwyraźniej zasilane za pomocą sterowania bang-bang. W przypadku podgrzewanej Aquili D1, łoże drukujące przekształca ponad 300 watów w ciepło.
Sterowanie bang-bang znacznie mniej obciąża komponenty, takie jak tranzystory MOSFET i mikrokontrolery, ponieważ przełączanie jest rzadsze, ale powoduje również wyższe szczyty obciążenia w zasilaczu i sieci energetycznej. Według naszych ustaleń, nie ma to większego wpływu na średnie zużycie energii przez drukarkę 3D.
Plusy
+ prowadnice liniowe mGN
+ całkowicie metalowa gorąca końcówka tworzy 300 °C
+ łoże drukujące pEI
+ ekran dotykowy
+ czujnik filamentu
+ automatyczne poziomowanie łoża siatki
Wady
-wiązka przewodów do ekstrudera bez odciążenia
- błąd tłumaczenia w niemieckim interfejsie ekranu dotykowego
- podwójna prowadnica MGN u podstawy bez prześwitu może powodować problemy
- brak odpowiednich ustawień ciśnienia w VoxelMaker
Werdykt
Voxelab robi wiele dobrego z Aquila D1, ale także w niektórych miejscach popełnia błędy zbyt wyraźnie. Widać, że jest to drukarka 3D, która przeznaczona jest raczej do zastosowań technicznych, a także chce być obsługiwana przez osoby posiadające odpowiednią podstawową wiedzę. Jeśli chodzi o jakość optyczną drukowanych przez Aquilę części, drukarka może konkurować jedynie z takimi urządzeniami jak Anycubic Cobra 2 lub Artillery Genius Pro. Szkoda, ponieważ wbudowany sprzęt powinien być w stanie osiągnąć więcej. W rzeczywistości jest nienaganny, z wyjątkiem zbyt mocno przykręconej szyny prowadzącej i słabego zarządzania kablami do głowicy drukującej. Dlatego zastanawiamy się, czy zoptymalizowany firmware z GitHub osiągnąłby lepsze wyniki.
Łożyska i szyny MGN nie zawsze mogą być ostatnim słowem, zwłaszcza że podejrzewamy, że Voxlab nie dokonał najlepszego wyboru, przynajmniej w przypadku prowadnic łożysk. Zbyt często konsekwencje niewielkich wibracji stają się widoczne na wydrukach.
Voxelab Aquila D1 to drukarka 3D, która fabrycznie ma spory potencjał. Aby go wykorzystać, trzeba sporo dopracować, co zrobili już inni producenci drukarek 3D dla swoich urządzeń.
Ogólnie rzecz biorąc, Aquila D1 okazuje się niezbyt przyjazna dla początkujących. Jednak ci, którzy są dobrze zaznajomieni z drukarkami 3D, Marlinem i różnymi ustawieniami w slicerach, powinni dokonać dobrego wyboru z drukarką 3D od Voxelab.
Ceny i dostępność
Amazon US oferuje urządzenie za 299 dolarów. Producent pobiera 299 dolarów amerykańskich za Aquila D1 w sprzedaży bezpośredniej.
Źródła